Технология сварки полипропиленовых труб своими руками: обзор способов и нюансов
Общие свойства труб из полипропилена
Стоит сказать, что полипропилен — синтетический материал, обладающий яркими положительными свойствами
Это маленький вес, высокая эластичность, термостойкость и нулевая восприимчивость коррозии, что очень важно для водопровода. Данный материал, это разновидность пластмассы, но с низкой плотностью, благодаря этому он такой легкий
Паять полипропиленовые трубы легко, имея минимум инструмента, о котором мы поговорим дальше, а также фитинги (специальные мелкие детали разной формы, сделанные из полипропилена), которые выступают в роли соединителей.
Если говорить об основных преимуществах полипропиленовых материалов подробнее, то ярко выделяются следующие пункты:
- Долговечность — срок эксплуатации такой полости, если через нее подается холодная вода, составляет 50-60 лет, в случае с горячей водой – 30-40 лет. Эти показатели гораздо выше, чем у всевозможных аналогов.
- Эластичность — полости из полипропилена обладают выраженными эластичными свойствами. Это значит, что такой материал хорошо реагирует на сжатие и расширение ввиду изменения температуры воды внутри водопровода, а при монтаже, снижается риск испортить трубу, т.к. она хорошо гнется.
- Легкость — этот материал мало весит, особенно это заметно в сравнении с металлопластиковыми трубами и тем более — стальными.
- Простота монтажа — как уже упоминалось выше, спайка труб из полипропилена, это настолько легко, что с этим справится даже человек, не имевший ранее никакого опыта работы с сантехникой и подобными материалами.
Термостойкость
Помимо общих характеристик водонапорных материалов из полипропилена стоит знать еще один фактор — термостойкость. Дело в том, что полипропилен, это разновидностью пластика и существует температурный предел внутри системы, при котором участок повреждается или плавится.
Аппарат для сварки полипропиленовых труб Elitech СПТ 800 самый доступный на рынке
Максимальная рабочая температура ПП труб — 140 градусов Цельсия. Это значит, что если вода слишком горячая, существует риск нарушения целостности материала и даже спайка полипропиленовых труб (место соединения) может не выдержать.
Но при создании обсуждаемых труб, им присваивается своя маркировка, которая свидетельствует о конкретных свойствах, таких как: термостойкость, толщина стенок, допустимое давление в системе и области применения. Таким образом, выделяется два распространенных маркера:
- PN 20 — популярнейший тип труб, выдерживает давление 20 атмосфер и температуру в 95 градусов Цельсия. Эти показатели позволяют применение в прокладке водопровода с использование горячей и холодной воды, но не в отопительных системах.
- PN 25 — этот тип ПП труб отлично подходит для прокладки отопления, так как с легкостью справляется с температурой 95 градусов и давление в 25 атмосфер. Такие показатели термостойкости и прочности достигаются благодаря частичному армированию, за счет этого материал не деформируется из-за перепадов температур.
Тепловое удлинение
Еще одно свойство полипропиленовых труб — способность удлиняться при повышении температуры внутри водопровода. Выглядит это как провисание длинных участков водопровода, или волнообразная деформация. По этим причина нужно правильно паять полипропиленовые трубы и крайне не рекомендуется делать длинные прямые участи в водопроводе, а использовать компенсаторы (вставка трубы в виде буквы «П»). Тогда при тепловом удлинении «ножки» компенсатора сблизятся, а труба не деформируется.
Пайка труб из полипропилена в горячих системах тоже подразумевает использования армированных материалов, это снизит риск теплового удлинения и деформации.
Трубы и фитинги из полипропилена для водоснабжения и отопления
Армирование
И последнее в свойствах полипропиленовых полостей, о чем стоит упомянуть — армированные материалы, ведь о них уже говорилось в тексте
Армировать трубы важно, ведь это подразумевает включение в их состав алюминиевой фольги или капроновых волокон, что увеличивает прочность, жесткость, термостойкость и сроки эксплуатации водопроводов, сделанных из данного материала
Паять армированные полипропиленовые трубы просто как и обыкновенные, монтаж проводится с использованием того же инструмента, только температура плавления при скреплении участков водопровода фитингами отличается.
Необходимое оборудование
Рассмотрим, как паять полипропиленовые трубы своими руками. Для обустройства магистралей отопления или водоснабжения применяются изделия, имеющие наружный диаметр 16-63 мм. Для их соединения используется раструбная или, как она еще называется, муфтовая сварка. Для того, чтобы спаивать вам понадобится следующее:
1. Паяльник, имеющий набор насадок с разным диаметром. Ну, а как же выбрать соответствующий паяльник, чтобы он был качественным и позволял осуществлять быстрый монтаж. Выбор инструмента сейчас действительно велик, как и их ценовая политика. Ссылка на правила выбора будет после статьи.
- Ведущую роль играет мощность инструмента. Если вы планируете пользоваться им в домашних условиях, чтобы спаивать диаметры 16-63 мм, то вам будет достаточно 1200 Вт. Если же вам предстоит пайка полипропиленовых труб в труднодоступных местах и на профессиональном уровне, то потребуется 1800 Вт и более. Но, сразу скажем, что начинающему монтажнику подобные профессиональные устройства дома будут вовсе не обязательны.
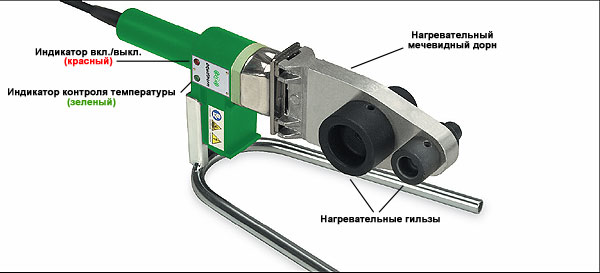
- Имеющиеся в комплекте насадки выступают в роли нагревательных элементов. Они состоят из гильзы, которая оплавляет наружную часть изделий и дорна, который плавит внутреннюю часть раструба соединительной части. У насадок обязательно должно быть антипригарное тефлоновое покрытие. Чаще всего в комплекте паяльника имеется 6 насадок, имеющих разный диаметр.
- Наиболее удобным будет паяльник, который позволяет устанавливать на себе не одну, а три насадки. Подобная конструкция обеспечивает серьезную экономию во времени, т.к. вы будете тратить его значительно меньше в процессе замены насадки одного размера на другой. Ведь не забывайте, что для замены насадки будет нужно остудить ее, заменить, а после этого его снова греть.
- Паяльник, который позволяет профессионально спаивать изделия, обычно имеет электронную регулировку температуры. Он позволяет с точностью 1-5°С контролировать нагрев. Конечно же, можно обходиться и без этой регулировки, а просто купить градусник для замеров температуры рабочей части.
Обращаем внимание! Когда вы будете работать, то должна соблюдаться температура пайки полипропиленовых труб
Важно не превышать рабочую температуру насадки в 260°С, при которой можно спаивать полипропилен. Уже при 270°С пластик будет терять свою устойчивость, будет чересчур липнуть, а не станет заходить в фитинг
А вот при недогретой рабочей части полипропилен не достигнет нужной вязкости и в итоге не произойдет необходимая диффузия материала. Следствием будет ненадежное соединение.
Уже при 270°С пластик будет терять свою устойчивость, будет чересчур липнуть, а не станет заходить в фитинг. А вот при недогретой рабочей части полипропилен не достигнет нужной вязкости и в итоге не произойдет необходимая диффузия материала. Следствием будет ненадежное соединение.
2. Следующим инструментом, который потребуется, когда вы решите разобраться, как правильно паять полипропиленовые трубы, будут ножницы для пластика.

3. Помимо этого вам будут нужны карандаш, рулетка, брезентовая ветошь, ну и, естественно, полипропиленовые трубопроводы и нужные фитинги.
Что потребуется для проведения монтажных работ
Работа с полипропиленовыми трубами заключается в раскрое заготовок, подготовке торцевых кромок к монтажу, термической обработке элементов и формировании стыка. Реализация проекта требует наличия небольшого арсенала инструментов для пайки:
- измерительные приборы, слесарный угольник и разметочные материалы (карандаш, маркер);
- роликовый труборез или специальные ножницы;
- ветошь с обезжиривателем;
- аппарат для пайки тех или иных полипропиленовых труб;
- плотные перчатки с антискользящим покрытием.
 Набор для монтажа полипропиленового трубопровода
Набор для монтажа полипропиленового трубопровода
Режущий инструмент должен быть удобным, исправным. Лезвие проверяют на наличие дефектов, заточку. Если есть возможность – исправляются недостатки, если нет – приобретают новые ножницы
Важно также отслеживать перпендикулярность реза, который должен быть чистым и ровным. Подобные требования исключают применение ножовочного полотна (пила, лобзик) или болгарки
 Ножницы для резки полимерных изделий
Ножницы для резки полимерных изделий
Чтобы обеспечить герметичное и надежное соединение между полипропиленовыми заготовками, необходимо подготовить рабочие кромки. Процесс включает устранение пыли, грязи, заусенцев, влаги, а также обезжиривание поверхностей. Для этого можно использовать готовый общестроительный состав или спирт (этиловый, изопропиловый).
Для масштабных проектов с трубами большого диаметра применяют механическое, электрогидравлическое оборудование. В состав таких приборов входят станина, блок управления, захваты с уплотнителем, торцеватель, дисковый нагревательный элемент, динамометр. Фиксация, смещение и корректировка положения полимерных заготовок осуществляется передвижными центраторами. Они управляются вручную посредством рычага. Другой вариант предусматривает наличие гидравлического привода.
 Установка для стыковочной сварки
Установка для стыковочной сварки
Сварочный аппарат для работ с трубами малого диаметра и толщины конструктивно представлен подставкой, ручкой, блоком регулировки, нагревательным элементом в виде зауженной пластины (мечевидный) или штыря (цилиндрический). К последним крепят специальные насадки (гильза-дорн) различных диаметров. Как правило, допустима установка одновременно нескольких сменных снастей (под отверстия или в виде хомутов), чтобы проводить беспрерывный монтаж магистралей из разноразмерных каналов. Для крепления деталей в комплектацию входит шестигранный ключ.
 Паяльное оборудование для монтажа водопровода, систем для отопления в доме или квартире
Паяльное оборудование для монтажа водопровода, систем для отопления в доме или квартире
Процесс пайки и монтажа
Когда мы учимся паять полипропиленовые трубы, делая это впервые, возникает масса вопросов о проведении монтажа. Давайте разберем некоторые нюансы данного мероприятия и в деталях обсудим ход работ.
Прежде чем приступить к работе, стоит учесть некоторые правила пайки полипропиленовых труб:
- Наметьте план проведения водопровода;
- Заранее нарежьте отрезки нужно длины, чтобы потом не отвлекаться на это;
- Температура паяльника для полипропиленовых труб составляет 260 градусов Цельсия, поэтому паяльник включите заранее, подождав 15-20 минут;
- Концы заготовленных отрезков будущего трубопровода и фитинги обработайте спиртом, чтобы обезжирить поверхность и повысить герметичность спайки;
- Сделайте пометки маркером, отступив от конца трубы 1,5-2 миллиметра, так проще спаивать полипропиленовые трубы, если вы новичок.
Разнообразные фитинги и переходники для работы с полипропиленовыми трубами
После завершения подготовки, можно смело приступать к последующей работе. Для скрепления отдельных участков водопровода, применяется фитинг: муфты, тройнички, уголки, краны и прочие, ими нужно запастись на этапе составления плана.
Итак, паять трубы из полипропилена нужно следующим образом, фитинг вставляется в насадку на паяльнике большего диаметр, трубка вставляется в меньшую насадку. После этого мысленно отсчитайте 20 секунд (за это время стыки размягчаться до нужного состояния) и соедините фитинг с трубой. Не стоит сразу отпускать стык, подержите 10 секунд, при этом выравнивая стык. На этом процесс окончен, смело беритесь за следующий участок. Так и проходит вся пайка пп труб, вплоть до окончания работы.
Пайка без паяльника
Сваривать полипропиленовые трубы без паяльника возможно. Лучший способ для этого — использование газовой горелки. Сложность работы в таком случае возрастает, но не слишком.
Тонкость заключается в том, чтобы поочередно нагревать внутреннюю часть фитинга, направляя струю пламени вовнутрь, а затем обжигать и конец трубки. После этого, как и с паяльником, вставляем трубку в фитинг и ждем некоторое время, выравнивая стык, пока он не затвердеет.
В случае с горелкой, температура пайки полипропиленовых труб не изменяется, все те же 260 градусов Цельсия. Но помните, регулировать этот момент не получится, и действовать нужно правильно, так что лучше сначала потренироваться на обрезках.
https://youtube.com/watch?v=bEe_WcY6STk
ПОСМОТРЕТЬ ВИДЕО
Ремонт водопровода из полипропилена
Важно сказать, как поступать в ситуациях, когда водопровод из полипропилена нужно ремонтировать. Ремонт полипропиленовых труб в труднодоступных местах, проводится путем вырезания поврежденного участка и сшивания только фитингом
При этом в девяти случаях из десяти подлезть паяльником нельзя. В подобной ситуации отогните трубу и нагрейте сначала один участок, а затем другой, действуя последовательно. Не бойтесь применять силу в разумных пределах, так как полипропиленовый материал довольно гибок.
Говоря о ремонте, можно также клеить полипропилен специальными смесями или клеем, но такой стык менее надежен, лучше прибегать к традиционному методу горячей спайки.
Как паять трубы
Подготовка
Перед началом монтажа конструкции трубопровода нужно правильно нарезать трубы, чтобы не возникало проблем со стыковкой элементов. Все обрезы материала необходимо производить ножницами под углом в 90 градусов. Они дают возможность сделать наиболее точный отрез с ровным краем.
Затем необходимо разметить размеры соединительных поверхностей. Для этого определяется глубина нагрева фитинга или муфты путем отметки карандашом или маркером размера заглубления насадки. Отметку такого же размера делают на трубе.
Подготовка паяльника заключается в установке аппарата на рабочую подставку. Насадки, соответствующие диаметрам монтируемых деталей, крепятся на нагревательную поверхность. Элементы монтажа должны относительно легко попадать в нагретые насадки.
На регуляторе управления температурой паяльника выставляется оптимальная температура нагрева, она обычно составляет 210—260 градусов, полипропилен начинает плавиться при 170 градусах. Детали, подлежащие соединению, одновременно надеваются на отмеченную маркером глубину на нагретые насадки.
Дождавшись размягчения поверхностей (необходимое для этого время можно определить по специальным унифицированным таблицам), детали соединяют между собой на отмеченную глубину. Элементы соединяют с небольшим усилием, но без поворотов по своей оси — это категорически запрещено и нарушит герметичность сплава нагретых поверхностей.
Температурные параметры монтажа
Температура пайки полипропиленовых труб зависит от диаметра и толщины изделия и начинается от 170 градусов. Для удобства расчёта времени нагрева существуют специальные таблицы. Ниже указаны временные параметры нагрева основных диаметров труб, используемых при монтаже домашних теплосетей или водопровода при температуре нагрева паяльного агрегата 240 градусов.
| Стандартные диаметры труб, фитингов муфт в миллиметрах | Время нагрева в секундах | Время стыковки соединяемых деталей | Время фиксации для охлаждения деталей |
| 16 | 5 | 4 | 2 |
| 20 | 5 | 4 | 2 |
| 25 | 7 | 4 | 2 |
| 32 | 8 | 6 | 4 |
| 40 | 12 | 6 | 4 |
Используя параметры оптимального нагрева, стыковки и охлаждения соединяемых элементов, добиваются надёжного спаивания полипропиленовых труб и других составных частей трубопровода.
Трубопровоы холодного водоснабжения
Для монтажа холодного водоснабжения можно использовать любые полипропиленовые трубы, в том числе марки PN 10 и PN 16. Эти модели тонкостенны и требуют аккуратного отношения при стыковке расплавленных частей, для их соединения прилагается минимальное усилие. А также необходимо строго соблюдать время необходимого нагрева частей соединения. Для холодного водоснабжения используют, как правило, не армированные трубы, поэтому дополнительная обработка стыковочных концов не требуется. Перед началом монтажа основной конструкции лучше сначала произвести несколько пробных соединений для выбора оптимальной температуры нагрева паяльника.
Трубопроводы тепловых магистралей и горячего водоснабжения
Горячая вода, проходящая по трубам, вызывает незначительное расширение материала и, как следствие, увеличение длины изделия. Для компенсации этого явления при монтаже необходимо время от времени делать П-образные искривления магистрали. Высокая температура воды также требует установки специализированных армированных труб, которые изготавливаются немного больше необходимого для состыковки диаметра. Аккуратно обрезают лишний слой материала шейвером. Это необходимо для компенсации расширения по ширине трубы при нагреве. Дальнейшие действия происходят так же, как и при стыковке холодного водопровода.
Специфика работы в условиях отрицательных температур
Проведение монтажных работ в условиях низких температур предполагают внесение изменений в ключевые временные отрезки нагревания и фиксации заготовок. Но этим особенности монтажа не ограничиваются. Воздействие мороза на полимер отражается на показателях твердости материала – он становится хрупким, что осложняет раскрой, требует большего внимания во время транспортировки.
Вопрос хрупкости решается только аккуратностью проведения работ. Лучше производить нарезку в отапливаемом помещении. Предельные значения допустимых температур находятся в диапазоне 0-+5℃. Более низкие показатели приводят к процессам кристаллизации, которые не обходят стороной полимерные материалы. В таких условиях высок риск того, что трубы начнут крошиться.
 Раскрой заготовок в отапливаемом помещении
Раскрой заготовок в отапливаемом помещении
Нормативы относительно термического воздействия определены для комнатных условий. Чем ниже показания термометра, тем дольше нужно нагревать полипропилен. На основании практики мастера рекомендуют сначала довести материал до +20℃, затем пользоваться нормированным таймером. При этом нагревать прибор свыше +260℃ нельзя, так как это может негативно отразиться на качестве труб.
Существует мнение, что все нормативы при работе на морозе нужно увеличивать до 50%. Это абсолютно не применимо ко времени фиксации. Соединение элементов здесь необходимо проводить в ускоренном режиме, чтобы при быстром остывании был возможен полноценный процесс полимеризации. Промедление в этом случае приведет к тому, узел будет низкокачественным, прослужит недолго из-за ранней разгерметизации.
Пайка полипропиленовых труб
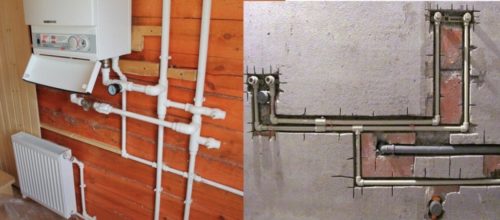 Использование ПП труб для монтажа отопления и водопровода
Использование ПП труб для монтажа отопления и водопровода
С момента появления на рынке полипропиленовых конструкций, многие мастера вздохнули с облегчением. Пайка ПП, оказалась на порядок быстрее и надежнее чем сварка металла. Собрать водопровод или отопление стало возможным за один день.
Это привело к тому, что многие «мастера» начали этим заниматься. Из-за незнания всех важных особенностей пайки, часто получались не качественные соединения.
Для того чтобы водопровод или отопление прослужили долго и не приносили хлопот, необходимо соблюдать все технологические процессы во время пайки. Учитывать температуру нагрева, время сварки, правильно выбрать тип систем.
Что нужно знать о полипропиленовых трубах
 Полипропиленовая система
Полипропиленовая система
Сегодня производителями выпускаются трубы различного диаметра, цвета, которые отличаются характеристиками
На что сразу необходимо обратить внимание при покупке — это цвет полос. Для монтажа водопровода используется трубы с синей полоской, с красной применяются для отопления и подачи горячей воды
Большой выбор диаметра – от 16 до 110 мм, позволяет собирать различные варианты систем водоснабжения и отопления. Для дома и квартир используются образцы от 20 до 32 мм.
При выборе ПП системы для монтажа и пайки, необходимо ориентироваться на маркировку указанную производителем.
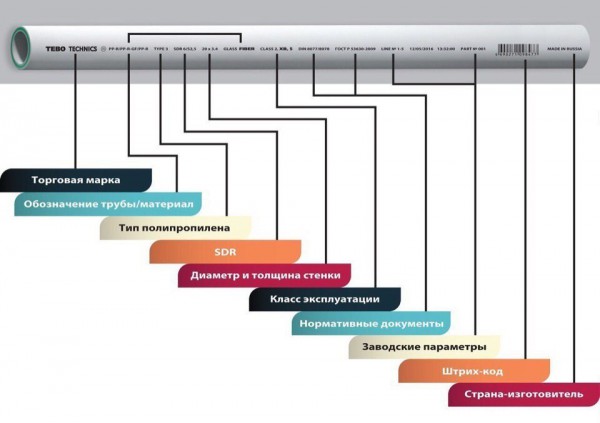 Маркировка полипропиленовых систем
Маркировка полипропиленовых систем
Ниже приведена таблица диаметра и толщины в зависимости от маркировки.
| Наружный диаметр трубы, мм | Тип полипропиленовых труб | |||||||
| PN — 10 | PN — 16 | PN -20 | PN -25 | |||||
| D прохода, mm | Толщина стенки, mm | D прохода, mm | Толщина стенки, mm | D прохода, mm | Толщина стенки, mm | D прохода, mm | Толщина стенки, mm | |
| 16 | — | — | 11,6 | 2,2 | 10,6 | 2,7 | — | — |
| 20 | 16,2 | 1,9 | 14,4 | 2,8 | 13,2 | 3,4 | 13,2 | 3,4 |
| 25 | 20,5 | 2,3 | 18 | 3,5 | 16,6 | 4,2 | 16,6 | 4,2 |
| 32 | 26 | 3 | 23 | 4,4 | 21,2 | 5,4 | 21,2 | 3 |
| 40 | 32,6 | 3,7 | 28,8 | 5,5 | 26,6 | 6,7 | 26,6 | 3,7 |
| 50 | 40,8 | 4,6 | 36,2 | 6,9 | 33,2 | 8,4 | 33,2 | 4,6 |
| 63 | 51,4 | 5,8 | 45,6 | 8,4 | 42 | 10,5 | 42 | 5,8 |
| 75 | 61,2 | 6,9 | 54,2 | 10,3 | 50 | 12,5 | 50 | 6,9 |
| 90 | 73,6 | 8,2 | 65 | 12,3 | 60 | 15 | — | — |
| 110 | 90 | 10 | 79,6 | 15,1 | 73,2 | 18,4 | — | — |
Производят четыре типа полипропиленовых систем:
- PN-10. Используются при монтаже водопровода. Реже для обустройства теплого пола, с температурой теплоносителя не более 45 градусов. Номинальное давление — 10 Атм.
- PN-16. Можно применить при обустройстве холодного и горячего водоснабжения. Максимальная температура воды – 60 градусов. Номинальное давление — 16 Атм.
- PN-20. Может использоваться для монтажа автономного отопления. Максимальная температура теплоносителя – 90 градусов. Номинальное давление — 20 Атм.
- PN-25. Применяется для обустройства централизованного водопровода и отопления. Максимальная температура теплоносителя – 95 градусов. Номинальное давление — 25 Атм.
Процесс пайки ПП
Процесс пайки полипропиленовых систем не является сложным. Сварка или пайка происходит между трубой и различными фитингами (угол, муфта, тройник). С помощью специального паяльника нагревается фитинг изнутри и наружная часть трубы.
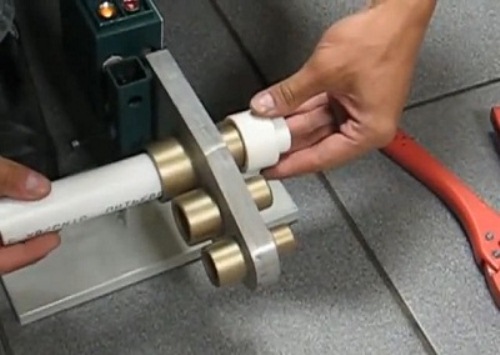 Процесс пайки с помощью специального паяльника
Процесс пайки с помощью специального паяльника
В процессе нагрева образуется участок оплавленного пластика. Прогреваются детали одновременно, и одинаковое количество времени. Затем снимаются с паяльника и стыкуются.
Соединить детали нужно быстро, в течение нескольких секунд. Иначе полимер твердеет и что-либо исправить невозможно.
Разводка полипропиленовых труб
Полипропиленовые трубы используют для монтажа гребенки холодной или горячей воды, отопления. Выбор диаметра в каждом случае индивидуален — зависит от объема жидкости, которую необходимо прокачать в единицу времени, требуемой скорости ее движения (формула на фото).
Формула расчета диаметра полипропиленовых
Расчет диаметров труб для систем отопления — это отдельная тема (определять диаметр надо после каждого ответвления), для водопроводов все проще. В квартирах и домах для этих целей используют трубы диаметром от 16 мм до 30 мм, причем самые ходовые — 20 мм и 25 мм.
Считаем фитинги
После определения диаметра считается общая протяженность трубопровода, в зависимости от его строения докупаются фитинги. С длиной труб все относительно просто — измеряете протяженность, добавляете около 20% на погрешность и возможные браки в работе. Чтобы определить, какие фитинги нужны, требуется схема трубопровода. Нарисуйте ее, обозначив все отводы и приборы, к которым требуется подключаться.
Пример разводки полипропиленовых труб в ванной
Для подключения ко многим приборам требуется переход на металл. Есть и такие полипропиленовые фитинги. У них с одной стороны латунная резьба, с другой — обычный фитинг под пайку. Сразу надо смотреть диаметр патрубка подключаемого прибора и тип резьбы, которая должна быть на фитинге (внутренняя или наружная). Чтобы не ошибиться лучше все записывать на схеме — над тем отводом, где будет установлен данный фитинг.
Далее по схеме считается количество «Т» и «Г» образных соединений. Для них покупаются тройники и уголки. Бывают еще крестовины, но они применяются редко. Уголки, кстати, есть не только под 90°. Есть по 45°, 120°. Не забудьте про муфты — это фитинги для стыковки двух отрезков труб. Не забывайте, что полипропиленовые трубы совершенно не эластичны и не гнутся, потому каждый поворот делают при помощи фитингов.
Когда будете закупать материалы, договоритесь с продавцом о возможности замены или возврата части фитингов. Проблем обычно не возникает, так как даже профессионалы не всегда могут сразу точно определиться с требуемым ассортиментом. Кроме того, в процессе монтажа иногда приходится менять структуру трубопровода, а значит, меняется набор фитингов.
Компенсатор для горячего водопровода и отопления из полипропиленовых труб
Полипропилен имеет довольно значительный коэффициент температурного расширения. Если монтируется полипропиленовый горячий водопровод или система отопления, требуется сделать компенсатор, при помощи которого будет нивелироваться удлинение или укорочение трубопровода. Это может быть фабричная петля-компенсатор, или собранный по схеме компенсатор из финигов и кусков труб (на фото выше).
Способы укладки
Есть два способа монтажа полипропиленовых труб — открытый (по стене) и закрытый — в штробах в стене или в стяжке. По стене или в штробе трубы из полипропилена крепят на держатели-клипсы. Они есть одинарные — для укладки одной трубы, есть двойные — когда две ветки идут параллельно. Крепятся на расстоянии 50-70 см. Труба в клипсу просто вставляется и держится благодаря силе упругости.
Крепление полипропиленовых труб к стенам
При укладке в стяжку, если это теплый пол, трубы крепят к армирующей сетке, другого дополнительного крепления не требуется. Если замоноличиваться будет подводка к радиаторам, трубы можно не крепить. Они жесткие, свое положение даже при заполнении теплоносителем не меняют.
Вариант скрытой и наружной проводки в одном трубопроводе (за ванной проводку сделали открытой — меньше работы)
Нюансы пайки
Сам процесс сварки полипропиленовых труб, как вы видели, труда особого не оставляет, но вот тонкостей есть очень много. Например, непонятно, как при стыке труб подгонять участки так, чтобы трубы были ровно той длины, которая требуется.
Другой момент сварки полипропиленовых труб — пайка в труднодоступных местах. Не всегда есть возможность надеть на паяльник с двух сторон трубу и фитинг. Например, паяем в углу. Паяльник, приходится засовывать в угол, с одной стороны насадка упирается прямо в стену, фитинг на нее не натянешь. В этом случае ставят второй комплект насадок такого же диаметра и на нем греют фитинг.
Как паять полипропиленовые трубы в труднодоступном месте:
Как перейти с железной трубы на полипропилен:
Пайка полипропиленовых труб своими руками на примере

Рассмотрим технику пайки и последовательность монтажа дополнительной запорной арматуры и манометра в имеющуюся водопроводную систему.
Эти элементы участвуют в контуре резервного водоснабжения квартиры (накопительный бак для воды с насосом).
Водопроводный кран установлен для переключения положения разбора воды из центральной магистрали в резервное положение. Манометр сигнализирует о появлении воды в стояке. Узел достаточно сложно интегрировать в имеющуюся разводку из-за ограниченности пространства при соединении труб пайкой.
Для создания такого узла, который выполнен из полипропиленовых труб и переходов с сечением на 20 мм нужен следующий материал:
- Уголок под 45 град. в количестве 2 шт.
- Уголок под 90 град. -1 шт.
- Тройник — 2 шт.
- Муфта соединительная — 1 шт.
- Труба для холодной воды — 1 метр.
- Муфта, резьба внутренняя (МРВ) на 1/2 дюйма.
- Бронзой переход с наружной резьбой 1/2 дюйма и внутренней — 3/8».
- Манометр на 10 бар.
- Кран проходной.
- Пакля и ФУМ лента.

Инструмент для пайки полипропиленовых труб.
Порядок проведения работ
При помощи пакли и ФУМ ленты обеспечьте герметичное соединение между манометром, бронзовым переходником и МРВ.
На паяльнике с насадкой выставьте температуру 250-260 градусов и включите его на нагрев.
После того как биток нагреется, сразу же к выпуклой части прислоните тройник, а к другой, с выемкой, трубу и начинайте линейно подавать детали до упора.

Мысленно отсчитайте 7 секунд. За это время поверхность деталей должна равномерно оплавиться. На седьмой секунде вытащите детали из насадки и точно вставьте друг, в друга до упора. Удерживайте в таком положении четыре секунды, это время когда место пайки остается пластичным. Поэтому прокрутить свариваемые детали не более чем на пять градусов можно только в этом диапазоне.
От припаянного тройника отметьте расстояние в 13 мм на трубе.

Этот размер соответствует глубине погружения трубы в фитинг.
Ножницами отрежьте трубу по метке.

Спаяйте уголок и проходной кран так, чтобы на водопроводе он был размещен к горизонтальной плоскости под углом около 45 градусов.
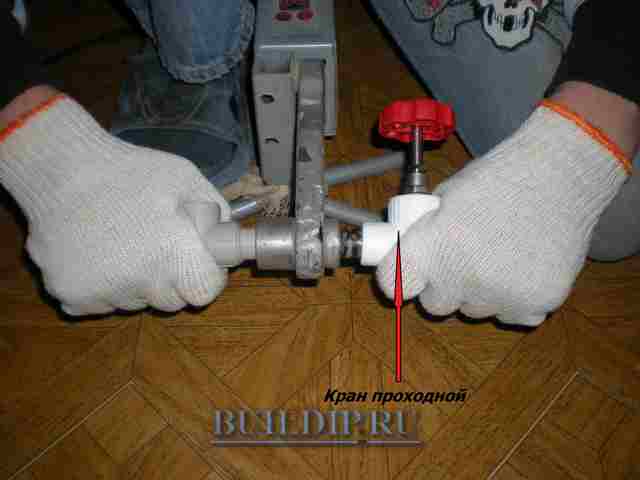

Другой конец проходного крана соедините с тройником, как показано на фото 9.

К тройнику, который расположен ближе к счетчику, вварите трубку с уголком под 90 градусов для датчика давления.

На разводке, в приблизительных местах спаивания деталей, разрежьте трубы и слейте остаточную воду.

Прислоните собранный узел к месту установки и произведите расчет состыковки труб.
Ножницами удалите лишние элементы.


На один конец удаленного элемента, который будет обратно соединяться с трубопроводом, состоящего из трубы и двух уголков под 90 градусов, впаиваем соединительную муфту. Другую часть ввариваем под определенным углом в тройник.
Рассчитываем, как будет соединяться трубопровод с другим участком. На основании этих данных, собираем узел из двух уголков под 45 градусов и трубы. Ввариваем его в другую сторону тройника заготовки.
Получившееся изделие вначале соединяем с трубой, находящейся возле канализации.

Затем с расходомером.

В последнюю очередь с трубопроводом смесителя и подающей линией бака.

Такая последовательность обусловлена возможностью использовать паяльник в местах, которые после состыковки смежных узлов можно перемещать.
Определяем длину трубы под манометр, впаиваем ее в МРВ и одеваем крепление. Прикладываем получившееся изделие к уголку и на стене отмечаем место размещения крепления. Убираем манометр и монтируем его к стене.

Спаиваем уголок и датчик давления. Проверяем герметичность всей системы.
Иногда пайка полипропиленовых труб своими руками не может быть выполнена одним работником, в связи с неудобным размещением деталей. В этом случаи такие узлы желательно паять вдвоем.
Типичные ошибки при пайке пластиковых труб
- Некачественные детали. Если были замечены дефектные трубы или соединяющие муфты (с трещинами, грязью, нарушенной геометричностью), то их нужно заменить, т. к. они станут причиной некачественного соединения.
- Использование комплектующих от разных производителей. Каждая фирма оперирует своими стандартами и нормами, поэтому ее трубы подходят исключительно под ее фитинги. Также детали могут отличаться и по химическому составу. Все это оказывает прямое влияние на качество сварки, по этой причине все комплектующие обязательно нужно покупать одной марки.
- Перегрев деталей. Эту ошибку можно заметить невооруженным глазом – труба смягчается и установить ее в муфту без деформации не выйдет.
- Сварочный аппарат слабо греет. В таком случае надежное соединение тоже вряд ли получится. Возможно, в первое время трубопровод будет функционировать нормально, но рано или поздно случится протечка. Во избежание этого устройству нужно дать пять-десять минут для нагрева, а при работе не отключать его от сети.
-
Использованные фитинги. Как уже отмечалось, если фитинг пристал неплотно, то его следует удалить. Недопустимо повторное его использование.
Крепеж трубы с фиксатором
Крепеж трубы с фиксатором
Технологический процесс пайки
Когда полипропиленовые (ПП) трубы подвергаются нагреву, материал становится мягким. При этом одновременно происходит стыкование частей трубопровода. Под давлением частицы размягченного полипропилена проникают в структуру смежной трубы. Когда действие источника высокой температуры прекращается, материал остывает. При этом получают цельную конструкцию, т. к. шов запаян по всей длине окружности. Надежность соединения на участке, где стыковались трубы, обеспечивается, если соблюдаются условия:
- полипропилен нагревается до определенной температуры (с учетом вида труб, толщины стенок);
- высокое качество соединения обеспечивается при условии, что стыкуются изделия из одного материала (применение труб с разной маркировкой не приветствуется);
- когда соединяются части трубопровода, торцы должны плотно прилегать друг к другу, можно регулировать их положение путем шлифовки края с помощью наждачной бумаги;
- из-за высокой скорости остывания ПП-изделия нужно выравнивать максимально быстро, потом не удастся исправить дефект.
Надежность соединения обеспечивается благодаря правильному применению оборудования, выбору качественных материалов. Тонкости и этапы выполнения пайки будут рассмотрены ниже.









