Преимущества и недостатки холодной сварки
Сферы применения
Ремонты деталей во всех областях путём склеивания.
Выделяют несколько групп склеиваемых материалов:
.
Металлы
В металлах применяются два вида холодной сварки:
1.Сварка деформацией.
2.Сварка клеевая.
.
Сварка деформацией
Она также происходит при обычной (комнатной) температуре. В этом случае разрушение металлической связи происходит за счёт деформаций этих связей высоким давлением.
.
Это холодная сварка для пластичных металлов, подверженных деформации металлических связей. Например, холодная сварка для алюминия.
.
Из многочисленных способов выделяют три основных:
• точечная;
• шовная;
• стыковая.
.
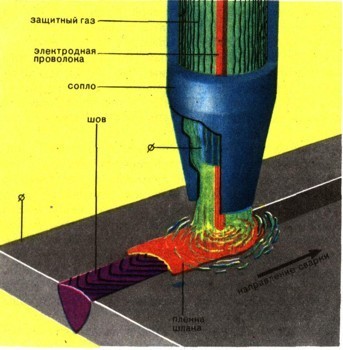
Из этих ХС самая распространённая – точечная, так как не требуется зажимного устройства. Сложенные внахлёст заготовки сдавливаются пуансонами через интервалы (цилиндры сверху и снизу на рис). Получается точечный вид соединения, негерметичный.
Толщина свариваемых листов – не больше 15 мм.
.
В случае шовной ХС создаётся герметичный шов – за счёт кольцевых пуансонов (или вращающихся роликов). Но при этом уменьшается толщина шва и снижается сопротивление изгибу.
.
Наиболее высокое качество швов получается в стыковой ХС, использующей зажимное устройство. Ограничение метода вызвано образованием выпуклости в месте шва. Трубы таким методом методом практически не варят, в основном – алюминиевые провода.
Стыковая ХС
Плюсы холодной сварки деформацией:
• простота процесса;
• высокая производительность;
• использование стандартного прессового и прокатного оборудования.
.
Минусы:
• шов получается или герметичный или глубокий, в зависимости от способа сварки;
• не годится для непластичных металлов, например, углеродистой стали.
.
Клеевая холодная сварка также используется для сварки металлов (не только пластичных). В том числе для алюминия.
.
Полимеры
Включая и материалы с их использованием. Но исключая полиэтиленовые.
.
Холодная сварка для пластика позволяет легко получать качественное соединение.
ХС труб из пластика
.
К сварке пластика применимы все общие правила. Выделяется холодная сварка для труб ПВХ (необходимы некоторые дополнительные действия). Их ремонт выполняется так:
1.В общем порядке подготавливается поверхность.
2.Определяется величина отклонения грани (из расчёта: для диаметра 4 см отклонение 2 мм).
3.Дефект замазывается твёрдым составом, место соединения для фиксации перевязывается жгутом.
.
Холодная сварка для линолеума предусматривает:
• приготовление идеального стыка между двумя листами линолеума. Это достигается наложением одного листа линолеума внахлёст на другой (6-10 см). Примерно посередине этой 6-10-ти сантиметровой полосы с помощью большой металлической линейки проводится разрез канцелярским ножом сразу обоих наложенных листов. Обрезки убираются, листы линолеума прижимают отрезами друг к другу. Стык идеален;
• приклеивается полоса малярного скотча сверху по стыку (чтобы стык был посередине), и разрезается эта полоса по стыку, просвечивающему снизу. Это обеспечит чистоту поверхности листов линолеума рядом с проклеенным стыком;
• на тубу с холодной сваркой для линолеума надевается колпачок с иглой. Игла вставляется в стык (между полосками скотча) и нажатием тубы добиваются клеевой полосы сверху по стыку (шириной 3-4 мм) – вдоль всего стыка;
• 15 минут клей на стыке схватывается, после чего полоски скотча с подсохшим клеем снимаются. Стык сохнет ещё несколько часов.
Холодная сварка для линолеума
Стекло
Холодная сварка для стекла практически не отличается от холодной сварки металла. Но для стекла используют специальные прозрачные ХС, чтобы не заметны были швы.
В местах сварки сколов не будет.
Для керамики применяется холодная сварка для керамики. Обычно двухкомпонентная. Сложность с керамикой только в точном соединении массы осколков. Трещинки в виде тонких линий восстановлению не подлежат – клею не с чем сцепиться.
Вместо обезжиривания склеиваемые части лучше нагреть строительным феном. Восстанавливают на местах крупные осколки, остальное заливают клеем. После высыхания поверхность зачищается и шлифуется.
Аналогично поступают с фарфором и фаянсом.
Применение ХС расширяется за счёт составов с повышенной влаго- и термостойкостью, выдерживающих повышенное давление.
Набор таких свойств обеспечивает широкий фронт применимости, позволяет заделывать сквозные пробои в металлах, сложных корпусах, соединять канализационные и водопроводные трубы.
Разновидности
Рынок клеевой продукции изобилует разновидностями холодной сварки. По функциональности различают:
- Универсальные подходят для мелкого ремонтирования бытовых предметов из разного материала (дерево, пластик, аллюминий). Шов образуется не сверхпрочный, но схватывается за короткий промежуток времени.
- Специализированные предназначены для деятельности в особых условиях: водостойкие, устойчивые к действию сильных органических растворителей (бензин).
- Для конкретного сырья: склеивания деревянных деталей, определенных металлов, стекла, пластика.
- Термостойкие необходимы для склеивания поверхностей, подвергающихся постоянному или периодическому нагреву. Выдерживают температуру свыше 1000 °С.
- Для починки автомобильных деталей. Включает металлическую стружку, которая обеспечивает надёжное склеивание.
Виды холодной сварки отличаются по расположению соединительного шва:
- точечная — при ремонте шин, электротехники, посуды из алюминия;
- шовная применяется для создания герметичных ёмкостей, при конструировании;
- стыковая характеризуется склеиванием поверхностей по всей длине, метод выбирают для изготовления кольцеобразных деталей и спайки проводов;
- таровая – для нагружаемых конструкций;
- прокаткой и сдвигом подходит для водосточных труб, батарей отопления.
Разновидности холодной сварки
Холодную сварку можно назвать очень пластичным клеем, для изготовления которого используется эпоксидная смола. Он не вступает в реакции с горючими жидкостями и другими продуктами нефтехимии, с маслами.
Очень быстро становится твердым. Обладает высокой способностью к прочному сцеплению с разными материалами, например с металлом, пластиком, линолеумом, бетоном.
Сегодня такие клеящие составы выпускают двух видов:
Жидкие. Изготовлены из эпоксидки с добавлением отвердителей. Этот состав является двухкомпонентным. К преимуществам относится долгий срок хранения, отсутствие резкого запаха, не выделяет вредные вещества.
Фирмы-производители выпускают холодную сварку в цилиндрической емкости, сама масса состоит из двух слоев. Эпоксидная смола находится во внутренней части, в нее добавлены мельчайшие частички металла, а сверху -отвердитель. Добавление металлической пыли придает сварному шву высокую прочность, делает его намного надежнее.
Назначение
В магазинах всевозможные холодные сварки продаются по доступным ценам, для их применения не нужно специальной подготовки и сложного оборудования. Они прекрасно подходят для соединения деталей, которые не испытывают больших механических нагрузок при эксплуатации.
Их используют для ремонта сантехнических устройств и оперативного устранения течей. Но всё же использование подобных клеящих составов — это, как правило, временное решение проблемы.
Чтобы обеспечить действительно надёжное и долговечное соединение металлоизделий, придётся воспользоваться стандартными сварочными аппаратами.
Разновидности» клеевых составов и их особенности
Состав может иметь жидкую, либо твердую консистенцию:
- Жидкий вариант. Продается комплектом из двух тюбиков. В одну емкость помещается эластичный компонент на базе эпоксидных смол, в другую – жидкий отвердитель. Компоненты тщательно смешиваются в указанной на упаковке пропорции непосредственно перед применением. Использовать готовый состав необходимо в течении 2-20 (в зависимости от технологии изготовления) минут. Компоненты жидкой холодной сварки должны храниться в специальных условиях, а для различных склеиваемых материалов понадобятся разные варианты состава.
- Твердая холодная сварка. Представляет пластичный брусок круглого, либо прямоугольного сечения. Брусок бывает однородным, либо состоит из разделенных слоев. Внутренний слой – смесь эпоксидных смол, отвечающих за пластичность и однородность массы, внешний – отвердитель (металлические вкрапления и сера). Перед использованием компоненты разминаются и перемешиваются.
Помимо универсальных клеевых составов, способных одинаково хорошо работать с любыми типами материалов, выпускаются специальные виды холодной сварки для производства конкретных видов работ:
- Составы для экстремальных условий. Выручают в нестандартных ситуациях: под водой, в условиях повышенной температуры или давления.
- Клеевые составы для металлов. Дают наибольший эффект при работе с металлическими деталями. Надежно склеивают поверхности из разных металлов.
- Холодная сварка для автомобильных деталей.
- Специальные сорта холодной сварки для бетона, керамики, пластика и т.п.
Специальные разновидности холодной сварки практически всегда превосходят универсальные по эффективности воздействия на конкретный материал, зато часто оказываются абсолютно бессильными при работе с прочими материалами.
Вне зависимости от разновидности холодной сварки, применительно к сетям водоснабжения и отопления отметим ряд явных преимуществ такого способа ремонта или соединения деталей:
- Процедура полностью безопасна, особенно в сравнении с горячей сваркой.
- Ремонт трубопровода или радиатора отопления не потребует использования специального инструмента, сама процедура подготовки и использования смеси предельно проста и понятна.
- Материал доступен в свободной продаже во всех строительных магазинах.
- Универсальные клеевые составы подойдут для любых видов труб: стальных, чугунных, пластиковых и т.п.
- Окружающие материалы не подвергаются высокотемпературному воздействию, холодная сварка может без опасений применяться даже в условиях повышенной пожароопасности.
- Возможность проведения ремонтных работ не зависит от наличия источника электричества.
- Себестоимость работ с применением холодной сварки существенно ниже любого другого известного способа.
Между тем, холодная сварка не лишена некоторых недостатков. Застывший материал (впрочем, как все эпоксидные смолы) уязвим к кручению, изгибам, прочим деформациям. Серьезных нагрузок такой материал тоже скорее всего не выдержит. Полученные швы по показателям прочности и долговечности серьезно уступают возможностям дуговой сварки.
Температура, на которую рассчитан конкретный вид холодной сварки, указывается производителем на упаковке. Чаще всего верхний предел ограничивается цифрой 260°С. Отдельные виды способны выдерживать гораздо более экстремальные температуры – до 1300°С.
Саму процедуру применения холодной сварки также следует осуществлять при определенной температуре. Для большинства видов мастики достаточно, чтобы температура окружающего воздуха была положительной.
Среди популярных и зарекомендовавших себя брендов некоторые отечественные и зарубежные продукты:
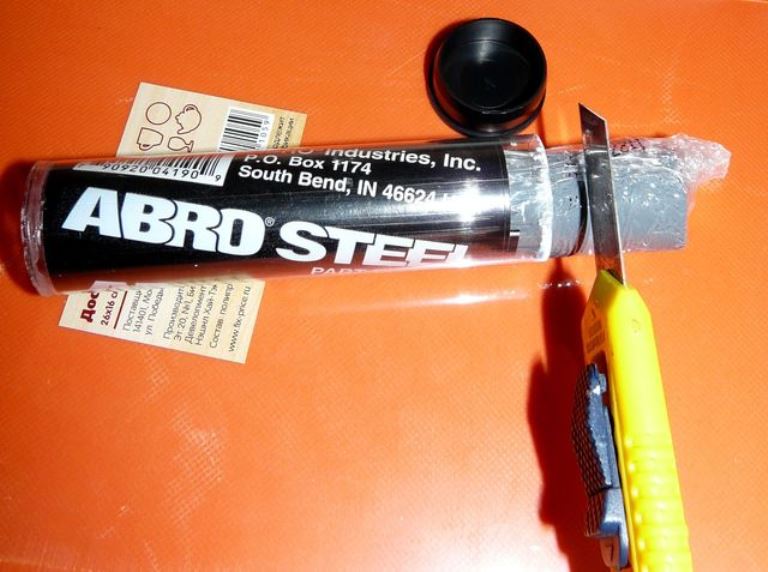
- Зарубежные марки: ABRO, Hi-Gear, Cold Weld Magnum Steel и т.д.
- Российская продукция: «Полимет», «Алмаз», «Титан», «Быстрая сталь», «Момент Супер Эпокси» и т.д.
Цена составов, как правило, не слишком высока, поэтому лучше предпочесть чуть более дорогостоящие, но иногда на порядок более эффективные импортные образцы.
Применение холодной сварки: пошаговая инструкция
Эффективность холодной сварки во многом зависит от правильного её использования. В данном случае следует воспользоваться пошаговой инструкцией:
- Непосредственно перед использованием холодной сварки нужно позаботиться об очищении деталей, предназначенных для склеивания, от загрязнений, используя в этих целях наждачную бумагу. Приветствуется и последующее обезжиривание ацетоном или бензином.
- На следующем этапа необходимо отделить от общего состава то количество клея, которое необходимо для ремонта. Все манипуляции нужно проводить только в перчатках! Отделённое количество нужно тщательно размять в течение 3 минут руками, предварительно смочив их водой.
- Нанесение состава на поверхность. Признаком готовности клея, разминаемого в руках, станет нагревание, затвердение и потеря эластичности.
- Если это необходимо для улучшего закрепления, можно зафиксировать детали, используя жгуты, прикладывая их минут на 15.
- Если холодная сварка применяется для ремонта текущей трубы или бака, состав необходимо плотно прижать к месту течи и постепенно разглаживать до затвердевания состава и прекращения поступления воды.
Холодная сварка является более удобной альтернативой воздействию температурами. Запуск отремонтированного оборудования возможен уже по истечении 1 суток с момента проведения ремонтных работ.
Холодная сварка линолеума
Методика холодной сварки этого напольного материала осуществляется намного проще, чем выполнение работ при помощи метода горячей сварки. Она не требует от мастера наличия особых навыков или приобретения определенного оборудования, а потому максимально подходит для выполнения работ самостоятельно во время ремонта в квартире.
Холодная сварка линолеума
Холодная сварка линолеума осуществляется при помощи специального клея, который действует по принципу растворителя. Он «разъедает» края полотен линолеума, а после высыхания прочно соединяет их друг с другом. Результат работы – тонкий шов, который практически не заметен, если специально его не искать. Соединение получается достаточно прочным и надежным.
Холодная сварка линолеума — этапы работы
Холодная сварка с иглой для нанесения
Достоинства и недостатки
Популярность холодной сварки легко объяснима. Способ обладает массой достоинств. Плюсы методики холодной сварки:
- результат работы практически не заметен невооруженным взглядом;
- не придется приобретать специальное оборудование – достаточно только купить специальный клей, малярный скотч;
- работа производится довольно быстро;
- невысокая стоимость – одного тюбика холодной сварки хватит на заделку больших швов, это гораздо выгоднее, чем покупать такое количество металлических порожков.
Недостатков у холодной сварки практически нет, за исключением того, что с многослойным линолеумом работать не получится – стык будет бросаться в глаза. Также не рекомендуется применять метод холодной сварки, если под линолеум был уложен утеплитель.
При наличии на линолеуме выраженного рисунка вроде паркетного узора или растительного орнамента рисунок приходится подгонять по линии подрезки
Типы клея для холодной сварки линолеума
В качестве клеевого компонента для холодной сварки линолеума могут использоваться разные типы клея. Выделяют основных три – А, С, Т. Они отличаются друг от друга консистенцией, а выбирать подходящий клей следует, исходя из величины зазора.
Таблица. Виды клея для холодной сварки линолеума.
| Тип клея | Характеристика |
|---|---|
|
Тип А |
Это жидкий клеевой состав, содержащий достаточно большое количество вещества-растворителя. Применяется в том случае, если щели между двумя полотнами линолеума очень узкие (не более 1 мм). Клей легко проникает в стыки, соединяет фрагменты в единое целое. Самое главное, чтобы полосы линолеума были хорошо состыкованы и лежали ровно. Идеально, если между собой стыкуются заводские кромки. Результат работы – незаметные для глаза швы. |
|
Тип С |
Достаточно густой состав, который применяется для заделки стыков с зазором около 2 и более мм. В составе намного меньше растворителя, но больше ПВХ. Густая масса заполняет шов, застывает – получается надежное и прочное соединение. Даже если кромки полотен линолеума недостаточно ровные, этот клей справится с задачей. Клей подходит для ремонта старого линолеума. |
|
Тип Т |
Этот тип клея используется редко, особенно новичками. Однако опытные строители могут отдать предпочтение ему. Состав применяется для соединения кусков многокомпонентного линолеума. Изготавливается на основе поливинилхлорида и полиэстера. Стык получается прочным, эластичным. |
Для ремонта дома чаще всего применяется именно клей типа А. Остальные виды используются реже, особенно последний.
Фото клея для холодной сварки линолеума
Холодная сварка Werner Muller для сварки швов линолеума, тип А
Металлы, пригодные для сварки
Перечень металлов и сплавов, для которых подходит созданный товар разнообразен. Характеризуется процесс процентами получаемого соединения к первоначальной толщине. Результаты проведенных опытных свариваний можно представить в таблице:

| Металл | Особо чистый алюминий | Технический алюминий | Дюр- алюминий | Кадмий | Свинец | Медь | Никель | Цинк | Серебро |
| Свариваемость % | 40 | 30 | 20 | 16 | 16 | 14 | 11 | 8 | 6 |
Условия получения надежного соединения
- Деформации должны подвергаться обе поверхности соединяемых материалов и тканей;
- Симметричность расположения сварочной смеси по отношению к центру склеивания. Центр зоны соединения располагается в плоскостях, приготовленных для соединения. При разогреве металл растекается и разрушает пленки на поверхности. Все активные центры соединяются за секунды, без длительности времени и периода дислокации. Полностью пленки исчезают из зоны сваривания без дополнительной помощи и приборов.
- Усиленное сдавливание в зоне центра контакта. Усиление действий на завершении процесса сваривания, т.е. давление, даст лучший результат.
- Очищение поверхностей и кромок соединительных деталей. Промыть их можно специальными растворами, спиртовыми составами, бензином.
- Недопустимо использование абразивных инструментов, приводящих поверхности к шероховатости, которая затруднит склеивание.
- Соблюдение норм качественных характеристик металла: шероховатость 10мкм Rz, не плоскостность 0,1мм.
Производители и марки
Перечислим популярные бренды и их продукцию.
Изготовлен в США. Упакованный в цилиндрический тубус пластический состав. Им можно склеивать автомобильные запчасти, включая кузов, радиатор, топливный бак или просто использовать в быту для заклейки кастрюль. Заклеенные миски и кастрюли нельзя использовать для приготовления пищи.
Титан
По результатам независимых исследований может выдерживать силу в 1686Н, среднее напряжение на срез в 4,04 мПа, силу напряжения на сдвиг в 438Н и напряжение на разрыв 9,5 мПа. Можно соединять металлы, керамику, древесину и пластмассы. Его можно отнести к универсальным видам, которые проявляют устойчивость к разрушающим средам, выдерживают температуры до +130°С.
Есть как одно- так и двухкомпонентные составы. Им можно соединять чугунные сплавы, другие материалы. Устойчив к механическому и химическому воздействию. Сформированный шов может шлифоваться, прокрашиваться.

https://youtube.com/watch?v=KCQBfQjoXYo
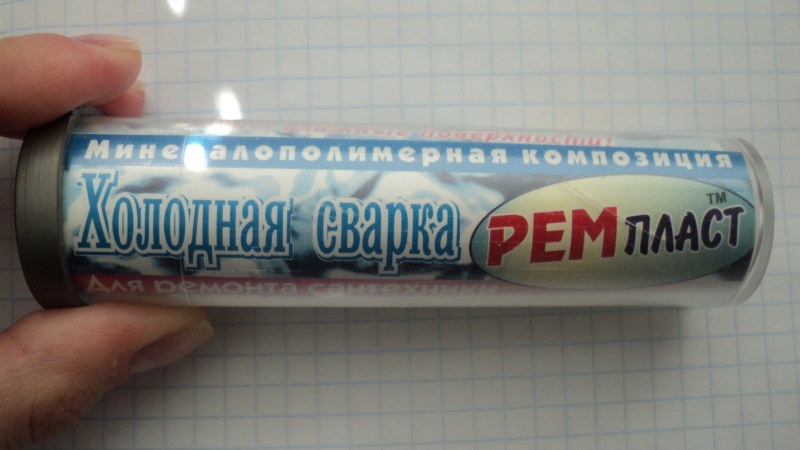
РЕМпласт
Средство разработано для устранения течей. Наносить можно на трубы, которые находятся под давлением воды. В составе содержатся олигомеры, аминовые смолы
Аллергики при работе должны проявлять осторожность
Поксипол
Прочно соединяет разные материалы, которые после поклейки могут подлежать механической обработке. После застывания шов хорошо переносит воздействие влаги и разрушительных сред, включая кислоты и топливо. Можно применять в быту. Выдерживает воздействие высоких t°C, но не больше +120°С. Выпускается в таре маленького объёма, что не всегда удобно для большого ремонта.
Mastix
Практичный, удобный в эксплуатации клей. Хорошо себя проявляет при высокой и минусовой температуре. Эксплуатировать соединённую деталь можно в диапазоне t°C от -60°С до 150°С. Относительно долго сохнет, может браться комками.
https://youtube.com/watch?v=u8mL5VndNA0
Алмаз
- Алмаз. Универсальный состав для соединения небольших элементов. После засыхания клей стаёт хрупким.
- Алмаз Пресс. Разработан специально для ремонта авто.
Скол производства ООО «Ростком»
Это клей универсального типа, которым можно ремонтировать металлические, стеклянные, керамические основания, предметы из пластмасс, бетона, древесины.

Несмотря на хорошие эксплуатационные качества, шов по крепости соединения уступает шву, сделанному сварочным аппаратом. Клеевой состав рекомендуется использовать только в качестве вынужденной меры для экстренного ремонта.
Что такое холодная сварка?
Холодная сварка – процесс, при котором происходит соединение двух твердых тел без нагрева свариваемых деталей на стыке соединения. Отличительной особенностью холодной сварки металлов является отсутствие фазы расплавления.
На первый взгляд, холодная сварка может показаться волшебством. Многие люди не могут понять, как может производится процесс соединения без нагрева, электрического тока или специальных растворов. Если посмотреть видео – у многих возникает мысль: «Это что-то магическое». На самом деле никакой магии нет.
Метод холодной сварки основан на использовании пластической деформации, с помощью которой разрушают на свариваемых поверхностях хрупкую пленку окислов. В настоящее время известно, что сила сцепления от контакта может быть значительно увеличена благодаря сильному сжатию деталей между собой, увеличению времени контакта, повышению температуры деталей, а также от комбинирования вышеперечисленных факторов.
Основная трудность подготовки поверхности деталей заключается в тщательном удалении с нее органических и окисных пленок. Органические пленки – это тонкие пленки масел, жирных кислот и парафинов, покрывающие свариваемые поверхности. Препятствуют сцеплению также пленки адсорбированных на поверхности газов.
При контакте с кислородом или другими реактивными веществами происходит образование поверхностных слоев, которые в значительной мере или полностью исключают вероятность возникновения эффекта холодной сварки. Ведь именно образующаяся из-за содержания кислорода в воздухе на поверхности металла оксидная пленка не дает соединиться свариваемым деталям в нормальных условиях. Кстати, даже при помещении в вакуум оксидная пленка не исчезает, то есть поверхность металла требует дополнительной очистки.
При холодной сварке металлы соединяются благодаря совместному пластическому деформированию по поверхности их взаимного контакта. Образование цельнометаллического соединения происходит за счет возникновения металлических связей между соединяемыми металлами. Эти связи возникают между атомами при сближении поверхностей соединяемых материалов в результате образования общего электронного облака, взаимодействующего с ионизированными атомами обеих металлических поверхностей. Сварное соединение образуется только путем деформации, без нагрева извне. Это обстоятельство позволяет сваривать термически разупрочняемые материалы без нарушения их физических свойств. Отсутствие нагрева исключает опасность образования хрупких интерметаллических прослоек в зоне контакта разнородных металлов (например, алюминия и меди). Холодную сварку можно выполнять во взрывоопасной среде, возможна герметизация объектов, нагрев которых недопустим (это широко используют в промышленности).
В реальных условиях нет идеально чистых и гладких металлических поверхностей. На них имеются неровности, выступы, окисные, адсорбированные пленки, органические пленки, которые препятствуют сближению поверхностей на расстояния действия межатомных сил. Поэтому получение сварного соединения возможно только при значительных пластических деформациях, приводящих к сминанию выступов, разрушению и раздроблению поверхностных слоев и их удалению из зоны сварного соединения вследствие пластического течения. В результате в контакт вступают по всей свариваемой поверхности чистые слои металла, между которыми образуется металлическая связь.
Исследования показали, что даже у самых гладких поверхностей металлических деталей есть шероховатости, и именно эти высокие точки прикасаются к противоположной детали. В процессе образования сварного шва фактически участвуют лишь несколько тысячных долей процента площади поверхности детали, но этих микроскопических участков вполне достаточно для создания мощных молекулярных соединений. Так что при соблюдении необходимых показателей гладкости свариваемых поверхностей деталей между точками соприкосновения создается мощнейшая связывающая сила.
Снижение прочности сварного соединения за счет уменьшения толщины металла в месте соединения до известной степени компенсируется повышением прочности деформированного металла, получающего наклеп. Например, предел прочности технически чистого алюминия в зоне максимальной деформации возрастает примерно в два раза.









