Развальцовка труб в трубных решетках. подготовка труб и отверстий к развальцовке
Способ #2: соединение накатными канавками (Roll Groove)
Трубопроводы, создаваемые соединением с торцевыми выточками (накатными канавками), длительное время практиковались на устройстве спринклерных (оросительных) пожарных систем. Начиная с 1925 года, этот вполне надёжный метод соединения труб используется на стальных и железных магистралях отопления, вентиляции, кондиционирования воздуха и других систем.
Между тем, аналогичный способ механического соединения накатной канавкой также доступен для медных труб диаметром от 50 до 200 мм. Комплект для создания механического соединения накатной канавкой содержит:
- муфты,
- прокладки,
- разнообразные фитинги.
Система механического соединения накатными канавками предлагает практическую альтернативу пайке медных труб большего диаметра. Соответственно, способ накатной канавки не требует дополнительного нагрева (применения открытого пламени), как в случае пайки твёрдыми или мягкими припоями.
Накатная канавка на концевой части медной трубы – один из главных элементов способа соединения «накатными канавками». Измерением после наката определяется подходящий фитинг
Соединение способом накатных канавок основано на свойствах пластичности меди и повышенной прочности этого металла при холодной обработке. Конструкция предполагает уплотнение зажимной системы, для чего используется прокладка синтетического эластометра (EPDM — Ethylene Propylene Diene Methylene) и специально разработанный зажим. Ряд производителей по всему миру предлагают инструменты под создание соединений накатными канавками — прокладки, зажимы, фитинги.
Разнообразные по размерам фитинги и рабочие зажимы с прокладками используются в конструкциях соединений, выполняемых методом «накатных канавок»
Подготовка и выполнение соединения накатной канавкой
Как и для других процессов соединения меди без пайки, правильная подготовка концевой части трубы имеет первичную значимость для создания прочного, герметичного шва. Правильный выбор инструмента соединения накатными канавками под каждый тип медной трубы также очевиден. Необходимо соблюдать рекомендации производителя для обеспечения безопасной, безаварийной подготовки таких видов соединений.
Таблица допустимых давлений и температур для этого типа соединений
| Тип соединения | Диапазон давлений, кПа | Диапазон температур, ºC |
| Накатная канавка, D = 50,8 – 203,2 мм, тип K, L | 0 — 2065 | минус 35 / плюс 120 для K
минус 30 / плюс 80 для L |
| Накатная канавка, D = 50,8 – 101,2 мм, D = 50,8 – 203,2 мм тип M | 0 — 1725 | минус 35 / плюс 120 |
| 0 — 1375 | минус 30 / плюс 80 |
Пошаговый процесс сборки узла накатными канавками:
- Отрезать по размеру концевые части медных труб точно перпендикулярно оси.
- Удалить заусенцы после реза и снять фаску.
- Накатить канавки нужных размеров, как того требует производитель фитингов.
- Осмотреть фитинги, прокладки, зажимы, на отсутствие повреждений.
- Смазать прокладки в соответствии с рекомендациями производителя.
Перед окончательной сборкой осмотреть зажимные поверхности на чистоту, на отсутствие строительного мусора. Собрать соединение в соответствии с рекомендациями производителя.
Практически собранный фрагмент узла методом «накатной канавки». Эластичные прокладки зажимного кронштейна перед окончательной посадкой медных труб обрабатываются небольшим количеством смазки
Затягивать окончательно зажимные гайки следует, прилагая требуемый крутящий момент в соответствии с рекомендациями производителя. После затяжки винтов следует ещё раз осмотреть область зажима, чтобы убедиться в правильной сборке узла.
Тестирование законченной системы с накатными канавками
Испытание законченной системы трубопроводов допускается выполнять методом подачи в систему давления воздуха или воды. Также не исключается гидропневматический метод, когда применяется относительно высокое испытательное давление.
Однако следует учитывать – величина испытательного давления не должна превышать максимально допустимого рабочего давления, указанного производителем системы накатных канавок.
Станок для развальцовки
При приобретении прибора для развальцовки необходимо концентрировать внимание на изготовителе и стоимости. Наиболее дешёвые комплекты лучше не приобретать, так как их качество не способствует продолжительной эксплуатации
Этот метод ремонтных работ обойдётся дешевле, чем в автомастерской.
Виновником внепланового износа патрубков считаются коммунальные службы. Разные химические реагенты и соли, щедро рассыпаемые для борьбы, к примеру, с гололёдом, в несколько раз стимулируют ржавление сплава и сокращают отпущенную производителем продолжительность работы многочисленных элементов. И ещё один фактор, заставляющий часто заниматься тормозной системой, — печально прославленные отечественные дороги. При нагрузке трубки деформируются и лопаются. Все совместно приводит к тому, что составляющие выходят быстро из строя.
Развальцовка труб
Развальцовка труб – формообразующая процедура контролируемой радиальной деформации кромки изделия с целью устройства соединений трубопровода. Выполняется в компании «ГидроПАРТ» на современном оборудовании. Мы работаем с высокоточной техникой и в строгом соответствии стандартам развальцовки JIC-37°.
Обеспечиваем исключительное качество соединений труб с:
- трубными решетками;
- подключаемыми приборами;
- смежными секциями магистралей.
Наши специалисты подберут необходимый зазор и проведут грамотную развальцовку трубной кромки любого типа трубопровода. Мы работаем с системами теплоснабжения, водообеспечения и водоподготовки, газоснабжения, с пожарными магистралями и сетями кондиционирования. Цены на развальцовку труб приемлемы и определяются параметрами процесса.

Самостоятельная развальцовка
 Более дешёвым способом является производство самодельного аппарата, а не приобретение набора для развальцовки тормозных трубок. При стремлении и минимальном умении работать руками ничего трудного в этом нет. Для начала следует сделать основание (станину) для крепления частей. Можно составить её из двух металлических уголков. Порезать уголки необходимой длины шлифующей машинкой, высверлить в них 2 отверстия для крепления болтами. Это совершается за 15 минут.
Более дешёвым способом является производство самодельного аппарата, а не приобретение набора для развальцовки тормозных трубок. При стремлении и минимальном умении работать руками ничего трудного в этом нет. Для начала следует сделать основание (станину) для крепления частей. Можно составить её из двух металлических уголков. Порезать уголки необходимой длины шлифующей машинкой, высверлить в них 2 отверстия для крепления болтами. Это совершается за 15 минут.
Собрав станину, необходимо сделать отверстия под трубку и убрать фаски на сверлильном станке или дрелью. Наиболее сложным является производство пуансонов (оправок). Можно заказать их токарю.
Если вы решите приобрести набор для развальцовки патрубков, не стоит брать самые дешёвые имеющиеся на рынке альтернативы. Да, можно брать приспособления рублей за 800, однако они наверняка будут одноразовыми частями. Определено, что более или менее высококачественный набор для развальцовки трубок не может стоить дешевле 2000 рублей, а то и дороже.
Зачастую тело трубки остаётся целое, но структура ее головки разрушается. Могут быть и прочие виды поломок:
- коксование резьбы в результате попадания на неё жидкости;
- загрязнение соединений и т. д.
В подобных ситуациях, в случае если позволяет протяжённость, можно попросту отрезать специальным инструментом дефектную часть. Можно сменить трубку целиком, если реализовать следующий ремонт.
https://youtube.com/watch?v=ky4ZKCWLLGk
Порядок работ
Труборезом отрезается необходимый кусок трубки.
Она прижимается держателем так, чтобы край выступал за него на 5−6 мм.
Взамен конуса устанавливается штамп, соответствующий по сечению трубке.
Внутренняя кромка трубы зачищается чем-то заострённым, вполне сгодится и обыкновенный ножик.
Торец немножко подпиливается напильником.
Надевается штуцер. Резьба гайки должна быть ориентирована к концу трубки, а не к ее телу.
Печать вкручивается с расплющиванием окончания трубки. Здесь главное — не переусердствовать и не плющить очень глубоко.
Штамп сбивается, и вместо него устанавливается конус
Его необходимо вкручивать осторожно и без перекосов.
Итогом должна стать окольцованная гайкой трубка с держателем на конце.
Отделанная трубка устанавливается вместо сломанной части, в систему заливается тормозная жидкость, далее прогоняется по ней.
Автомобиль и система испытываются на неполадки.
Выяснив, как самостоятельно развальцевать патрубки, обеспечьте себя минимальным количеством аналогичных работ на будущее. Для этого установите на специальное место медную трубку. Уверяем, что вспоминать о развальцовке вам нужно будет гораздо реже. Даже при весьма активной эксплуатации машины ранее чем через 3 года она вам не потребуется.
Плюсы и минусы самостоятельной развальцовки
 К плюсам самостоятельной развальцовки можно причислить то, что не нужно платить кому-то за работу.
К плюсам самостоятельной развальцовки можно причислить то, что не нужно платить кому-то за работу.
Из минусов нужно отметить то, что ваш механизм может понадобиться всего раз. Исключение, если вы приобретаете подержанные авто с огромным пробегом, которые находились в плохих, негативных обстоятельствах либо были в авариях, и достаточно часто их меняете.
Делать ремонт по инструкции самому либо поручить профессионалам, приходится решать персонально, однако следить за состоянием всей тормозной системы и патрубками необходимо постоянно.
Итак, подводя итог, можно отметить, что работа по развальцовке патрубков не очень трудоёмкая и сложная. Нужно понимать, что большую часть ремонтных работ стального друга можно с лёгкостью выполнять и самостоятельно. А это весьма существенно, ведь, устраняя неисправность своими руками, можно не только сэкономить денежные средства, но и осуществить работу лучше любого автослесаря. Главное — соблюдать инструкции.
Механические разъёмные соединения медных труб
Сантехническая и другая практика отмечается использованием целого ряда способов создания разъёмных соединений, которые по надёжности и прочности не уступают паяным. При эксплуатации водопроводных и прочих систем, где используются медные трубы, встречаются монтажные фрагменты, где пайка меди невозможна в принципе. Для таких ситуаций как раз и применимы разъёмные механические соединения:
- Конической развальцовкой.
- Накатными канавками.
- Связывающим обжимом.
- Вставкой нажимом.
Рассмотрим технологические моменты каждого способа на случай применения для строительства систем медных трубопроводов.
Неисправности трубок
При плохой передаче жидкости по трубкам торможение авто совершается с запозданием, и тормозной путь возрастает практически в два раза. Кроме того, в работе системы, наиболее часто при нажатии педали тормоза, возникают посторонние звуки и некоторые импульсные перемещения.
Причиной повреждения трубок является потеря жидкости в тормозной системе. Эта потеря повергнет к перегреванию тормозных барабанов и к неровному изнашиванию колодок. Ещё одним показателем может быть необычное поведение авто в период нажатия на рычаг, а именно: автомобиль немного отходит в сторону. Конечно, это не прямая причина, однако, как заявляют профессионалы, она может указывать на поломку трубок.
Каждый автомобилист должен немного ориентироваться в конструкции собственной машины, чтобы уметь в случае ремонтных работ ликвидировать поломку собственными руками, если есть такая возможность. В особенности это относится к автотормозной системе. Зачастую при ее неисправностях необходима развальцовка труб, по которым жидкость переходит, при нажатии на рычаг, от цилиндра к колодкам.
Определить поломку самостоятельно можно в следующих ситуациях:
- Утечка жидкости из системы.
- Перегревание барабанов.
- Скрип при нажатии на рычаг.
- Увеличение хода автотормозной педали.
- Тормозной путь делается продолжительнее.
- Изнашивание колодок происходит скачкообразно.
Очевидным признаком того, что трубки износились и пора делать развальцовку, будет повышение тормозного пути.
Отмеченные проблемы наносят весьма высокий ущерб не только отдельным составляющим, но и целой системе. В случае если собственник желает защитить автомобиль от проблем, ему необходимо помнить, что следует хотя бы раз в год проходить тестирование автотормозной системы.
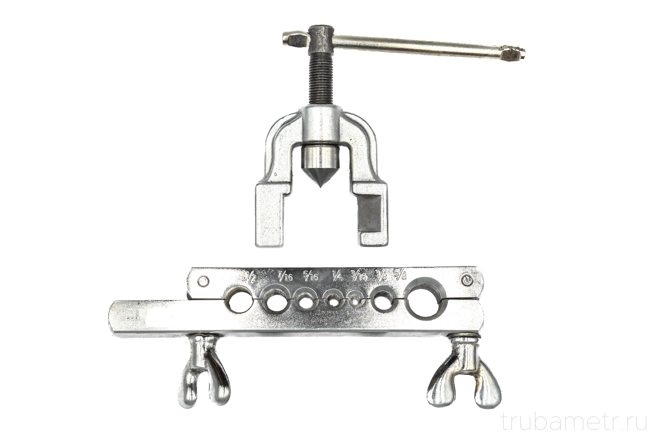
Развальцовка труб — это не особо приятная работа, однако и не очень сложная
Наиболее важное, что развальцевать можно своими руками. Для высококачественного исполнения этой работы необходимо купить специальное приспособление, именуемое «развальцовщиком»
Такой комплект для развальцовки трубок имеет приемлемую цену, и в нем можно увидеть:
- труборез;
- штуцер;
- клещи;
- штампы.
Можно купить набор в любом автомобильном магазине, его стоимость — копейки по сравнению со стоимостью работы на станции технического обслуживания.
Труборасширители, как особые вальцовочные инструменты

Расширитель труб также используется для калибровки стальных, медных, алюминиевых трубопроводных систем водоснабжения, отопления, кондиционирования, а также холодильных систем без использования фитингов. Рабочей его частью является головка цанговая с конусом-штырем расширительным, который при работе расширяет движущиеся сегменты для получения необходимого диаметра. Штырь конусный может двигаться посредством винта хода по трапециевидной резьбе, сопровождаемый трещоткой или клещевым устройством (муфтирующими клещами), или же может быть оснащен пневматическим, гидравлическим, электрическим приводом. Ручной прибор обладает небольшими размерами, прост по своей конструкции, им удобно обрабатывать изделия из стали, меди, алюминия.
Муфтирующие клещи являются одним из видов ручного расширителя, специально предназначенные, для развальцовки труб малого диаметра, что выполняется в течении одного хода. После их работы две трубы возможно надежно соединить без использования фитингов.
Конструкция труборасширителя
Он состоит из:
- Корпуса основания;
- Зажимов и фиксаторов;
- Рукояток;
- Головки под насадки;
- Механизированной системы подачи мускульных усилий.
Корпус, обычно, выполняется из стали и представляет собой одну или две трубки различного диаметра, которые скреплены посредине. На трубке закреплены удобные накладки, упрощающие хват и удержание прибора. На конце трубосрасширителя установлена головка, на которую интегрируется соответствующая насадка, в зависимости от выполняемой задачи. Вращая головку в сторону можно расширять отверстие патрубка до нужного диаметра. Стоит отметить, что самые бюджетные модели не рассчитаны на смену насадок. В этом случае понятие головка и насадка «сольются» и головка превратится в несъемную насадку. Сами же насадки могут быть разными – от сложных лепестковых механизмов до круглых колец из металла, которые лишь немного меняют свой диаметр, благодаря приложению мускульных усилий на рукоятку. Система передачи усилий может быть реализована за счет работы пружин, а может быть выполнена на электроприводе или гидравлике.
Сферы применения
Применение на практике развальцовки труб имеет несколько специфичное положение. Это связано с тем, что сам метод соединения труб с помощью развальцовки довольно старый технологический прием, который с развитием промышленности был в основном заменен другими типами соединений. А вот ряд конкретных сфер применения развальцовки так и не нашли должной технологической замены и используются в своем неизменном виде до сих пор. Для примера приведем наиболее характерные и часто встречающиеся сферы применения развальцовки, а именно:
Это связано с тем, что сам метод соединения труб с помощью развальцовки довольно старый технологический прием, который с развитием промышленности был в основном заменен другими типами соединений. А вот ряд конкретных сфер применения развальцовки так и не нашли должной технологической замены и используются в своем неизменном виде до сих пор. Для примера приведем наиболее характерные и часто встречающиеся сферы применения развальцовки, а именно:
- В энергетической промышленности при изготовлении решеток водотрубных теплообменников с целью создания прочного герметичного соединения между медными или латунными трубами и цилиндрическими отверстиями стальной трубной решетки. А также на предприятиях жилищно-коммунального хозяйства для уже соответственно ремонта этих водотрубных теплообменников. Развальцовку все реже используют для закрепления труб в различном котельном оборудовании как конденсаторы, парогенераторы, экономайзеры и маслоохладители.
- В сфере бытового хозяйства для создания разъемных соединений из медных трубок, при монтаже систем кондиционирования. С помощью медных трубок и соединяют внешние и внутренние блоки сплит-системы, по которым и циркулирует хладагент.
- В пищевой отрасли при изготовлении промышленных холодильных камер для создания надежных разъемных соединений медных и латунных трубок непосредственно на месте монтажа оборудования, позволяя со стандартным оборудованием вписываться в любую конфигурацию помещений.
- В альтернативной энергетики при монтаже тепловых насосов, для соединения медных трубок по полной аналогии со сплит-системами.
- На предприятиях автопрома при изготовлении быстроразъемных соединений стальных трубок для гидравлической тормозной системы или медных трубок для гидравлической системы сцепления автомобиля. А также развальцовку методом штамповки применяют при изготовлении различных радиаторов охлаждения для двигателей внутреннего сгорания.
Вальцовочный инструмент для медных труб
Трубопрокат из меди — это мягкая и эластичная продукция. Поэтому расширить трубку можно кустарным способом. Для этого прокат просто натягивается на болванку в виде конуса необходимого размера. Однако так очень трудно создать раструб, чтобы не нарушилась геометрия.
Часто стенки расширенного участка получаются с разной толщиной. У созданного раструба также нередко возникает перекос. Все такие дефекты появляются по причине неравномерного усилия, которое прилагает человек при развальцовке кустарным способом.
Экспандер
Инструмент представляет собой ручное устройство, работающее за счет физической силы. В конструкции экспандера присутствует два рычага и раздвижной расширитель в форме конуса. Вальцевание выполняется путем воздействия на ручки после того, как головка инструмента будет вставлена в трубу.
Экспандер позволяет быстро выполнить работу при минимальных трудозатратах. В комплект инструмента входит набор вальцовок, подбираемых под внутренний диаметр деталей. Однако они растягивают стенки проката неравномерно, что затрудняет получение качественного результата. Ведь более тонкие участки могут просто лопнуть.
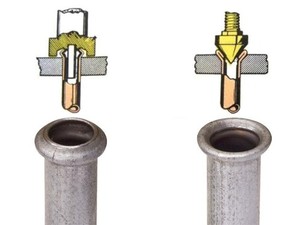
Конусный
Этот вид инструмента состоит из двух частей. Одна из них матрица. Она представляет собой устройство в виде тисков с цилиндрическими отверстиями, каждое из которых в верхней части расширено под углом 45°.
Вторым элементом устройства является развальцовщик, состоящий из следующих деталей:
- корпуса с направляющими;
- расширителя в виде конуса;
- механизма управления;
- силового винта.
При воздействии физической силы на управляющий механизм силовой винт начинает вращаться. Происходит ввинчивание расширителя в трубу. Это приводит к размягчению металла. В итоге кромка изделия принимает коническую форму в соответствии с расширением отверстия в матрице.
 Вальцовка для медных труб
Вальцовка для медных труб
Благодаря направляющим медная трубка и расширитель всегда находятся в одной оси. Их положение не меняется в течение процесса. Поэтому получается аккуратный раструб без перекосов и с ровными краями.
Механический
Это устройство имеет схожую конструкцию с конусным развальцовщиком. Отличие заключается в рабочем органе. В механическом развальцовщике вместо конусного расширителя используется набор вальцов.
 Набор вальцовок для медных труб.
Набор вальцовок для медных труб.
Они равномерно раскатывают кромку проката. Поэтому удается выполнить развальцовку с одинаковой толщиной по всей площади созданного раструба.
С электроприводом
Этот самый дорогой вид инструмента. Он отличается высокой производительностью. По этой причине аккумуляторное устройство применяется монтажными компаниями при выполнении большого объема работ.
Развальцовка и вальцовка
Прежде всего, следует понимать, что развальцовка труб не может называться вальцовкой, так как суть у этих технологических операций совершенно разная.
- Вальцовка, для выполнения которой используется специальный вальцеватель (станок, оснащенный рабочими валками), – это технологическая операция, в процессе которой осуществляется деформирование листового проката или металлической трубы в радиальном направлении. При помощи такой операции, в частности, из листового металла формируют изделия цилиндрической или конической формы, а также изготавливают из круглого трубопроката изделия с другой формой поперечного сечения.
- Инструмент для развальцовки не содержит в своей конструкции рабочих валков, а суть самой процедуры заключается в том, что пластической деформации подвергается только конец трубы, при этом его внутренний и наружный диаметры увеличиваются до требуемых параметров. Необходимость в выполнении такой операции чаще всего возникает в тех случаях, когда два отрезка трубы требуется надежно соединить между собой.
Разновидности развальцовки трубок
Чтобы получить надежное и герметичное соединение двух труб, используют различные методы – пайку, применение накидных муфт и других фитинговых элементов и т.д. В некоторых из таких случаев (в частности, при пайке и использовании накидных муфт) концы трубных изделий необходимо расширить. Для выполнения этой процедуры и требуется развальцовщик.
Многие домашние мастера под развальцовкой подразумевают и другие технологические операции, целью которых также является пластическая деформация отдельного участка трубного изделия. Сюда можно отнести, например, завальцовку и гибку.
- Завальцовка – процедура, подразумевающая не расширение, а сужение края трубы. При этом используется метод простого обжатия, для чего применяют обычные клещи или миниатюрные вальцы. Необходимость в выполнении такой операции возникает в тех случаях, когда на конце трубы надо нарезать резьбу, используя для этого ручной инструмент.
- Гибка – технологическая операция, для выполнения которой используются специальные устройства с рабочими вальцами и которую часто также называют развальцовкой, хотя это в корне неправильно. Целью гибки, которой могут подвергаться как мягкие медные трубки, так и трубопрокат из стали и других металлов, является не расширение, а изгиб отдельной части изделия под требуемым углом.
Развальцовка трубок в процессе установки кондиционера
Особенности технологии

Но основные три типа развальцовки являются наиболее распространенными и применяются как в автомобилестроения, так и при монтаже различного энергетического оборудования. К ним относится:
- простая одинарная развальцовка под конус типа «D», делается под углом в 45 градусов в виде одинарной воронки, для ее изготовления подойдет большинство ручных приспособлений для развальцовки трубок;
- двойная развальцовка трубок под конус типа «E» также выполняется под углом в 45 градусов в виде одинарной воронки с двойным усиленным краем трубки, для ее выполнения подойдет уже более специализированный инструмент для развальцовки со специальными насадками;
- одноразовая развальцовка стальных труб под грибок типа «F», выполняется специальной эксцентриковой развальцовкой.
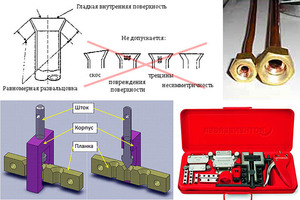
Развальцовка труб является достаточно непростой в технологическом плане операцией и требует тщательной подготовки. Поэтому для получения качественного соединения с помощью развальцовки необходимо выполнять и соблюдать следующие условия:
- срез трубы должен быть идеально ровным,
- стенки трубы, предназначенной под развальцовку, должны иметь одинаковую толщину по всему диаметру;
- место развальцовки должно быть идеально ровным и гладким, при этом не должно иметь следов остаточной деформации и трещин.
Особенности выполнения развальцовки труб
Развальцовка трубок из меди может потребоваться в таких ситуациях:
- Концы трубок, которые изготовлены из меди, нужно подготовить для их соединения с помощью пайки.
- Конец трубки необходимо подготовить для соединения его с прочими материалами при помощи муфты. В таких ситуациях при развальцовке подгоняют следующие геометрические параметры трубки: угол изгиба, внутренний и внешний диаметр и прочие.
- Тому концу трубки, который обрезали, необходимо придать нужную конфигурацию.
Для качественной развальцовки применяют специально изготовленные приспособления и инструменты, а также производят такие действия:
- Хорошо зачищается конец изделия, соединение которого нужно выполнить.
- Надевается специальная муфта на зачищенный конец.
- При помощи специального приспособления или инструмента развальцовывается конец изделия до тех пор, пока угол расширения не составит 45 градусов.
- После того как процедура завершится, из приспособления извлекается конец изделия. После этого разрешено сразу же начинать соединение.
 Если вы никогда раньше не выполняли подобную технологическую операцию, и первый раз собираетесь произвести развальцовку изделия, то необходимо отрезать трубку с запасом в 2,5 сантиметра. Так при неудаче вы сможете отрезать бракованный конец и произвести развальцовку ещё раз.
Если вы никогда раньше не выполняли подобную технологическую операцию, и первый раз собираетесь произвести развальцовку изделия, то необходимо отрезать трубку с запасом в 2,5 сантиметра. Так при неудаче вы сможете отрезать бракованный конец и произвести развальцовку ещё раз.
Если трубку из меди нужно развальцевать для того, чтобы с помощью пайки осуществить её соединение, то последовательность ваших действий должна быть следующей:
- Тщательно зачистите конец изделия, которое следует развальцевать (лучше всего для этих целей применять специально предназначенные щёточки).
- С помощью специально предназначенного устройства конец трубки, изготовленной из меди, расширяют до таких размеров, чтобы можно было вставить в него конец второй трубки. Но между соединительными элементами при этом должен выдерживаться зазор в 0,124 миллиметра. Для этих целей применяется измерительный прибор.
- На внутреннюю часть развальцованного участка трубы наносится флюс равномерным слоем. Он необходим для обеспечения герметичного и надёжного соединения.
- В развальцованное изделие вставляется второй элемент соединения на глубину, равную диаметру трубки.
- С помощью паяльной лампы, электрического паяльника или газовой горелки нужно прогреть место будущего соединения до тех пор, пока припой начнёт плавиться.
- Все зазоры между краями соединительных труб из меди заполняются расплавленным припоем. Вследствие этого формируется герметичное и надёжное соединение.
После того момента, когда будет сформировано соединение двух медных трубок необходимо положить их на горизонтально расположенную поверхность и подождать полного остывания.









