Как сделать индукционный нагреватель своими руками из сварочного инвертора
Индукционный нагреватель своими руками
Известен ряд конструкций индукторов, изготовленных из сварочного инвертора, принцип действия которых может быть использован для наведения в металле вихревых токов Фуко.
Изготовление самодельного индуктора заключается в следующем. Вначале потребуется изготовить прочный корпус, в котором будет находиться узел крепления нагреваемой заготовки. Корпус необходимо подвергнуть закалке, чтобы он не деформировался под воздействием возможных ударов. Ещё лучше, если материал подвергнуть азотированию: в этом случае реализуются два преимущества — дополнительное увеличение твердости за счет более полного превращения остаточного аустенита в мартенсит, и улучшение скин-эффекта, когда по внешней стороне заготовки будет протекать более мощный ток. Прочность оценивается по пробе на искру.

Следующей стадией является изготовление нагревающей катушки. Её делают из индивидуально изолированных проводов: в этом случае потери мощности будут минимальными. Подойдёт и медная трубка – она имеет большую площадь поверхности, по которой будут наводиться вихревые токи, при этом собственный нагрев индуктора из-за высокой электропроводности меди практически отсутствует.
После подключения катушки к системе водяного охлаждения и проверки системы прокачки индуктор готов к работе.

Видеообзор индукционный нагреватель
В качестве преобразователя был изготовлен инвертор, который работает на низковольтных полевых транзисторах от мощного источника постоянного тока 12 В. Во время работ по регулировке аппарата применялся кислотный аккумулятор от легкового автомобиля. Первые включения прибора производились от напряжения 6 В (использовались не все банки аккумулятора).
Задающий генератор на микросхеме TL494 был подключен к маломощному регулируемому источнику питания от 0 до 15 В. Затем для его питания использовали компьютерный блок питания. На первом этапе необходимо было обеспечить устойчивую генерацию выходного сигнала генератора. Вопрос о том, что при пониженном питании инвертора не обеспечивается оптимальное согласование выходного трансформатора и т.д., рассчитанного на питание от 12 В, не стоял!
О форме выходных импульсов во время предварительных испытаний инвертора мы просто не думали! Важно было получить одинаковую форму и амплитуду на выходах TL494 и транзисторах драйверов. Большого опыта работы с силовой электроникой ни у меня, ни у моих воспитанников не было, поэтому мы “осторожничали, чтобы не наделать проблем” с выходными транзисторами и трансформаторами
Схема индукционного нагревателя
За основу преобразователя была выбрана принципиальная схема инвертора см. рис. 1. В качестве транзисторов драйверов применялись отечественные кремниевые транзисторы КТ816 и другие, аналогичные по параметрам. Усиленные прямоугольные импульсы формы “меандр” через ограничивающие резисторы поступают на затворы мощных (MOSFET) полевых транзисторов IRF. Мощный двухтактный выходной каскад на полевых транзисторах усиливает прямоугольные импульсы до необходимого уровня.
Нагрузкой выходного каскада является импульсный выходной трансформатор на ферритовом сердечнике. В каждом плече выходного каскада в нашем случае использовалось не более двух транзисторов. Когда добавляли транзисторы, напряжение (входное) на затворах мосфетов уменьшалось, соответственно выходная мощность оставалась на уровне примерно 200…300 Вт. Возможностей подбирать идентичные пары транзисторов драйверов, как и выходных полевых транзисторов, в наших условиях (ввиду отсутствия финансовой поддержки и т.д.) не представляется возможным, поэтому мы остановились на “достигнутых результатах!”.
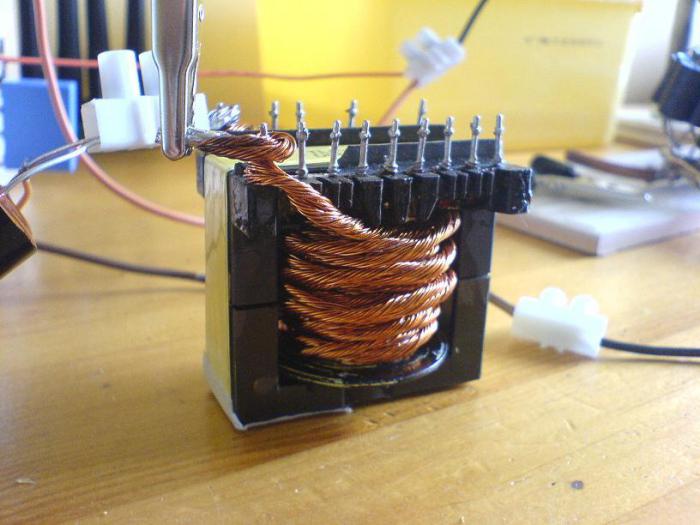
Выходной трансформатор был использован самодельный. Сердечники — от компьютерных блоков питания. Трансформаторы из БП предварительно были хорошо “прокипячены в воде” (чтобы аккуратно разобрать трансформаторы!). Каркасы использованы от тех же трансформаторов. Для экспериментов изготовили несколько трансформаторов с различным числом витков первичной и вторичной обмоток.
Первичная обмотка состояла из двух половинок по 5… 10 витков ленты, изготовленной из одножильного медного провода диаметром каждой жилы около 0,5 мм, а вторичная — “до полного заполнения” каркаса одножильным проводом. В результате получился трансформатор, на выходе которого присутствовало напряжение около 170…190 В! Под нагрузкой напряжение понижалось до 150…160 В.
Этого напряжения и мощности оказалось достаточно, чтобы вихревой индукционный нагреватель выполнял свою основную функцию — нагревал воду в трубе до 80…90 градусов. Ввиду небольшой протяженности нагревателя (системы труб), дополнительный насос для перемещения воды в трубе не понадобился. После изготовления и настройки инвертора был изготовлен мощный блок питания от сети переменного тока, представляющий обычный,
мостовой двухполупериодный выпрямитель с выходным напряжением около 12В постоянного тока. Определенной проблемой для нас было приобретение мощного, понижающего трансформатора. Ведутся работы по усовершенствованию инвертора. Рабочий образец инвертора вихревого индукционного нагревателя (см. рис. 2-3) экспонировался на региональной выставке “Дети. Техника. Творчество” в городе Белгород и занял второе место среди экспонатов в своем разделе.
Сборка индукционного нагревателя
Работы по изготовлению нагревателя производятся в несколько этапов:
- Порезать проволоку из нержавейки на части длиной примерно 5-7 мм. На дно трубы из пластика поместить металлическую сетку и наполнить все свободное пространство внутри нарезанными кусочками проволоки. Затем закрыть трубу с той и другой стороны.
- Далее нужно сделать индукционную катушку. Для этого подготовленную трубу аккуратно и с равными промежутками обмотать медной проволокой. Должно получиться не менее 90-100 витков проволоки.
- Подготовленное устройство можно встроить в любом месте системы отопления. Устройство подключается к инвертору внешней обмоткой из медной проволоки. Для прокачки воды встраивается циркулирующий насос. Обязательно нужно произвести работы по электроизоляции устройства. Не стоит забывать и о тепловой изоляции нагревателя специальным материалом. Без теплоизоляции КПД системы будет значительно ниже.
Себестоимость самодельного индукционного котла довольно небольшая. Но все же для его изготовления необходим опыт подобных работ, а также хотя бы небольшие технические знания в данной области. Если же все работы проводятся аккуратно и в соответствии с рекомендациями, такое устройство будет работать бесперебойно, с неплохой отдачей тепла. Возможно, что оно получится несколько неказистым на вид, но от этого нагреватель не станет функционировать хуже.
Принцип работы индукционного нагревателя
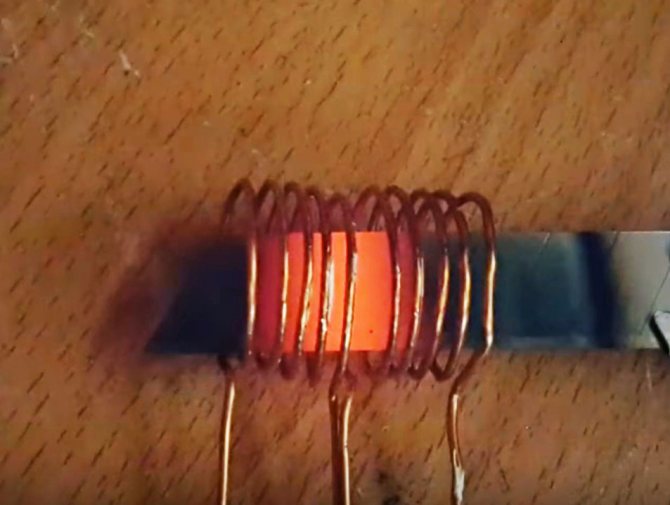
Основной элемент индукционного нагревателя — спиральная деталь Когда переменный электрический ток протекает по спирали дросселя, вокруг него формируется электромагнитное поле. При помещении в середину катушки сердечника из металла, обладающего магнитными свойствами, его температура повышается. Это индукционный нагрев – явление, возникающее под действием вихревых токов. Наблюдается оно только при питании дросселя переменным электротоком, обладающим достаточной частотой изменений знака и направления. Когда на индуктивную деталь поступает постоянный ток, изменения температуры сердечника не происходит.
На этом принципе основано функционирование индуктора для нагрева заготовок. Основным компонентом агрегата в большинстве случаев является спиральная конфигурация из металла. В плитах для приготовления пищи в этой роли задействован уплощенный элемент, находящийся на малом расстоянии от варочной панели. В отопительном котле роль индуктора выполняет трубка из стали, наполненная теплоносителем (его функцию выполняет жидкость).
Важными составляющими рассматриваемого агрегата являются генератор переменного тока и нагревательный элемент. Первый применяют для получения питания достаточно высокой частоты из типовой квартирной электросети в 50 Гц. Второй представляет собой конструкцию из металла, способную к поглощению теплоты при нахождении в полевом пространстве. Генератор направляет на индуктор (спиральный элемент) электроток, приведенный к нужным параметрам. При этом через катушку идет поток заряженных частиц, создающий поле. Металл, помещенный в зону его действия, разогревается под действием токов Фуке без прямого соприкосновения с индуктором. Для подогрева воды в таком агрегате необходимо наличие ее контакта с нагревательным элементом. Самым простым примером такой конструкции будет труба из металла, по которой проходит водный поток. В процессе жидкость охлаждает стенки, что продлевает срок службы конструкции.
Как сделать нагреватель
Наш самодельный индукционный нагреватель из сварочного инвертора будет несколько изменен по сравнению с прототипом, чтобы упростить его изготовление. Для создания электромагнитного поля снаружи индуктора потребуется серьезная катушка с огромным числом витков, к тому же согнуть трубу в виде змеевика не так-то просто. Поэтому лучше прямую трубу поместить внутрь индукционной катушки, чтоб она работала как сердечник.
По логике, труба должна быть металлической, но в самодельной установке с небольшим индуктором она будет очень слабо нагревать теплоноситель. Так что мастера-умельцы придумали другое устройство сердечника из полимерной трубы, частично наполненной отрезками металлической проволоки. Роль индуктивного контура сыграет катушка из эмалированной медной проволоки. Ну и генератором тока высокой частоты послужит бытовой инверторный аппарат для дуговой сварки. Итак, уточняем перечень материалов:
- труба полимерная диаметром 50 мм из сшитого полиэтилена для отопления, выдерживающая температуру теплоносителя до 95 °С;
- проволока стальная диаметром 6 мм;
- провод медный эмалированный сечением 3 мм2;
- мелкоячеистая сетка из тонкой металлической проволоки.
Стальную катанку нарезают частями длиной 4—6 мм, чтобы получились цилиндрики разных размеров. Затем один торец трубы закрывают мелкоячеистой сеткой и засыпают внутрь отрезки проволоки. Чтобы они не выпадали наружу, сетку надо поставить и с другой стороны. Из медного провода поверх трубы своими руками выполняют индукционную обмотку, что будет служить нагревателем. Число витков – от 85 до 95, концы тщательно изолируются и подсоединяются к выходу сварочного инвертора, как это показано на схеме:
Теперь после включения сварочного аппарата катушка создаст электромагнитное поле, вызывающее течение вихревых токов в металлическом сердечнике из кусков катанки. Он станет быстро прогреваться, поднимая температуру протекающей по трубе воды. Собственно, на этом изготовление индукционного нагревателя закончено, остается его установить в помещении топочной и подключить к отопительной системе.
Технологическая линия нагревательная для изоляции большого диаметра труб
Рабочая частота преобразователей хорошо согласуется с требованиями к нагреву труб диаметром 57–1420 мм на автоматических поточных линиях.
Нагрев труб перед изоляцией производится на индукционной установке, выполненной на базе преобразователя частоты мощностью 320 кВт, частотой 2,4 кГц. Кроме преобразователя частоты, в состав индукционной установки входит комплект индукторов, батарея компенсирующих конденсаторов, теплообменная станция и комплект водоохлаждаемых кабелей.
Обрабатываемая труба приводным рольгангом перемещается через индуктор. Одновременно с поступательным перемещением трубе сообщается вращательное движение с непрерывно-последовательным нагревом трубы.
В составе установки индукционного нагрева имеются два преобразователя частоты мощностью 500 кВт, работающие синхронно на одну батарею компенсирующих конденсаторов, и индуктор, подключенный к ней водоохлаждаемыми кабелями.
Охлаждение преобразователей частоты и конденсаторной батареи осуществляется по двухконтурной схеме с применением теплообменной станции «Петра-0395».
Индукционный нагреватель устанавливается в технологическую линию, по которой нагреваемые трубы транспортируются с помощью роликов с электроприводом.
Стандартный ряд труб большого диаметра включает значения: 530, 630, 720, 820, 1020, 1220, 1420, 1620 мм и более, мерная длина изменяется в пределах 11,5 м.
Согласно стандартам максимальный диаметр электросварных труб большого диаметра по ГОСТу составляет 820 мм. При этом они должны иметь лишь один поперечный и один продольный шов. Если диаметр больше, то допускается наличие второго продольного шва. Большие трубы могут покрываться 2–3 слоями изоляции.
Для нагрева труб перед покрытием применяется индукционная установка «Петра-ИНТ» мощностью 250 кВт, частотой 2,4 кГц (табл. 2). В комплект установки входят преобразователь частоты, батарея компенсирующих конденсаторов, теплообменная станция «Петра-0371», индукторы, пирометр для контроля температуры нагрева трубы.
|
Pпотр, кВт |
Fинд, кГц |
Uсеть, В |
Производительность, кг/ч |
Расход воды, м3/ч |
Занимаемая площадь, |
|
60–1000 |
1–22 |
380, 570 |
1700–21000 |
1–10 |
10 |
Примечания. Параметры оборудования НКВП «Петра» могут отличаться от табличных. Производительность при температуре нагрева трубы +200 °С.
Производительность индукционной установки 18 т/ч.
Технологическая линия индукционного ТВЧ-нагрева для изоляции труб большого диаметра представлена на рис. 9.
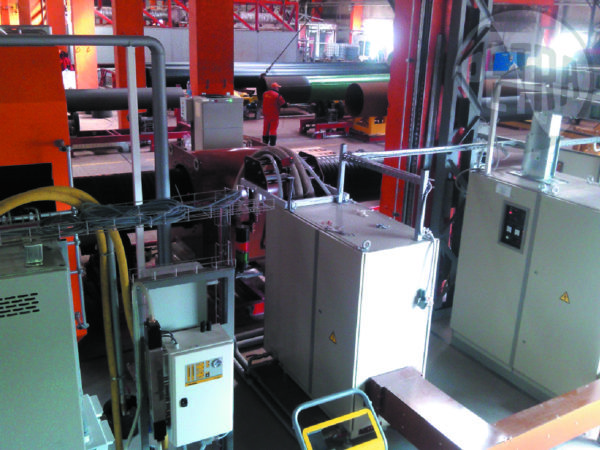
Рис. 9. Технологическая линия индукционного ТВЧ-нагрева для труб большого диаметра
Антикоррозийная «весьма усиленная изоляция» стальных труб ВУС водонепроницаема и позволяет сохранить трубопровод в рабочем состоянии в течение 30 лет.
Трубы в усиленной изоляции применимы в магистральных трубопроводах, осуществляющих транспортировку нефти, газа, воды, конденсата.
Трубы большого размера основных материалов из стали 35 и стали 45 бесшовные конструкционные углеродистые.
Технологическая линия по нанесению эпоксидных покрытий на наружную поверхность труб диаметром 325–1020 мм обеспечивает нагрев трубы до температуры спекания.
Для преобразователя частоты мощность определяется техническими требованиями при нагреве труб большого диаметра и зависит от скорости подачи, типоразмера и необходимой температуры нагрева.
За счет отказа от газопламенного нагрева технологические возможности производства позволяют увеличить сортамент обрабатываемых труб и улучшить качество покрытия изоляции.
Принцип действия
Если разобрать котел индукционного типа, то там вы найдете сердечник, электрическую и тепловую изоляцию, затем корпус. Отличие этого нагревателя от тех, которые используются в промышленности — это тороидальная обмотка медными проводниками. Она расположена между двух сваренных между собой труб. Эти трубы изготавливаются из ферромагнитной стали. Стенка такой трубы — более 10 мм. В результате такой конструкции нагреватель имеет гораздо меньший вес, более высокий КПД, а также небольшие размеры. В качестве сердечника здесь работает труба с обмоткой. А другая служит непосредственно для нагревания теплоносителя.
Ток индукции, который генерируется магнитным полем высокой частоты с внешней обмотки на трубу, нагревает теплоноситель. Этот процесс вызывает вибрацию стенок. Благодаря чему на них не откладывается накипь.
Нагрев происходит за счет того, что в процессе работы нагревается сердечник. Его температура повышается из-за вихревых токов. Последние образуются за счет магнитного поля, которое, в свою очередь, генерируется токами высокого напряжения. Так работает индукционный нагреватель воды и многие современные котлы.
Сборка агрегата
Делается самодельный индукционный нагреватель из сварочного инвертора. Кроме него вам понадобятся некоторые материалы и инструменты.
Какие материалы и инструментарий будут нужны
Чтобы собрать индукторный котел самостоятельно, необходим:
- Инвертор от сварочного аппарата. Это устройство значительным образом упростит сборку водонагревателя.

Роль корпуса будет играть пластиковая труба диаметром 50 мм.
- Толстостенная труба из пластика. Она будет играть роль корпуса агрегата.
- Проволока из стали-нержавейки. Она станет выполнять функцию нагревательного элемента в магнитном поле.
- Сеточка из металла. В ней будут заключены отрезки проволоки из стали-нержавейки.
- Водяной насос для циркуляции жидкости.

Для индукторного узла понадобится проволока из меди сечением 1,5-2 мм.
- Проволока из меди для установки индуктора.
- Термический регулятор.
- Фитинги и шаровые вентили для соединения водонагревателя с отопительной системой.
- Пассатижи для работы с проволокой.
Этапы работы
Схема нагревателя поможет в его сборке.
Собирая нагреватель, придерживайтесь точной последовательности работ:
- Сначала закрепите на одной стороне трубы из пластика металлическую сеточку. Она не даст вываливаться проволочным отрезкам нагревательного элемента.
- В этом же конце корпуса зафиксируйте патрубок для подключения к системе отопления.
- Пассатижами нарежьте куски проволоки-нержавейки. Их длина должна быть 1–5 см. Плотно уложите отрезки в пластиковый корпус. В трубе при этом не должно остаться свободного места.
- Другой конец трубы закройте металлической сеткой. Затем установите в нем второй патрубок для отопительной сети.

Корпус индуктора обматывается проволокой.
- Далее займитесь изготовлением индукционной катушки. Для этого обмотайте трубу проволокой из меди. Инструкция предупреждает, что в намотке должно быть не меньше 80–90 витков.
- После этого подсоедините концы медной обмотки к инверторным полюсам аппарата для сварки. Обмотайте изолентой все точки соединений.

Собранный прибор подключается к отопительному трубопроводу.
- Подключите водонагреватель к отопительной сети.
- Если обогревательная система еще не была оснащена циркуляционным насосом, то подключите его.

Терморегулятор будет автоматически управлять работой котла.
- К инвертору подсоедините термический регулятор. Он даст возможность автоматизации функционирования водонагревателя.
- В последнюю очередь проверьте работоспособность собранного прибора.
Преимущества индукционного нагрева
Какие преимущества имеет индукционный нагрев в сравнении с другими методами, такими как конвекция, радиация или пламя?
Ниже приводятся основные преимущества индукционного нагрева в производстве:
Максимальная производительность
Уровень производительность может вырасти, поскольку индукция является очень быстрым процессом: теплота возникает мгновенно прямо в детали (например, в некоторых случаях более 1000ºC менее чем за секунду). Нагрев происходит практически мгновенно, без необходимости предварительного нагрева и охлаждения. Процесс индукционного нагрева проводится на производстве, в непосредственной близости от машины горячей или холодной штамповки, вместо того чтобы отправлять партии деталей в другую установку.
Энергетическая эффективность
С энергетической точки зрения данный процесс является единственным по-настоящему эффективным. Он превращает потребленную энергию в полезную теплоту до 95%; в печах обычно достигается лишь 45%. К тому же, поскольку нет необходимости производить предварительный нагрев и охлаждение в рабочие циклы, потери теплоты в режиме ожидания сводятся к минимуму.
Контроль и автоматизация процесса
Индукционный нагрев устраняет недостатки и проблемы с качеством продукции, газовой горелкой или другими методами. После калибровки и запуска системы отклонений не возникнет: параметры нагрева стабильны и надежны.
При помощи высокочастотных преобразователей GH достигается температура с высокой точностью, что обеспечивает равномерный результат; преобразователь можно включать и выключать мгновенно. Благодаря закрытому контуру регулирования температуры передовые системы индукционного нагрева способны измерять температуру каждой детали индивидуально. Скорость роста, поддержания и снижения температуры может устанавливаться отдельно для каждого конкретного случая, а данные по каждой обрабатываемой детали заносятся в память.
Качество продукта
При индукционном нагреве обрабатываемая деталь никогда не вступает в прямой контакт с пламенем или с другим нагревающим элементом; теплота возникает прямо внутри детали под действием переменного тока. В результате, деформации, искажения и брак продукта сводится к минимуму. Для достижения максимального качества продукта деталь можно изолировать в закрытой камере с контролируемой атмосферой – в вакууме, инертной или разреженной атмосфере – для устранения окисления.
«Зеленая» энергия
Системы индукционного нагрева не сгорают, как традиционные ископаемые горючие. Индукция – это чистый незагрязняющий процесс, помогающий защитить окружающую среду. Система индукции помогает улучшить условия труда работников, поскольку не производит дыма, чрезмерной жары, токсичных выбросов и шума. Нагрев безопасен, поскольку не создает опасности для оператора, и, так как не применяется открытый огонь, не задымляет процесс. На непроводящие материалы не оказывается никакого воздействия, поэтому они могут располагаться в непосредственной близости от зоны нагрева. Использование решений, предлагаемых Группой GH, позволяет улучшить эксплуатацию и обслуживание индукционной системы, поскольку они сводят к минимуму приостановки производства, уменьшают потребление энергии и увеличивают контроль качества деталей.
Индуктор на кухне

Варочная индукционная плита
Индукционные варочные поверхности для кухни стали уже привычными, см. рис. По принципу действия это та же индукционная печка, только в роли короткозамкнутой вторичной обмотки выступает днище любой металлической варочной посудины, см. рис. справа, а не только из ферромагнитного материала, как часто не знаючи пишут. Просто алюминиевая посуда выходит из употребления; медики доказали, что свободный алюминий – канцероген, а медная и оловянная давно уже не в ходу по причине токсичности.
Бытовая индукционная плитка – порождение века высоких технологий, хотя идея ее зародилась одновременно с индукционными плавильными печами. Во-первых, для изоляции индуктора от стряпни понадобился прочный, стойкий, гигиеничный и свободно пропускающий ЭМП диэлектрик. Подходящие стеклокерамические композиты появились в производстве сравнительно недавно, и на долю верхней пластины плиты приходится немалая доля ее стоимости.
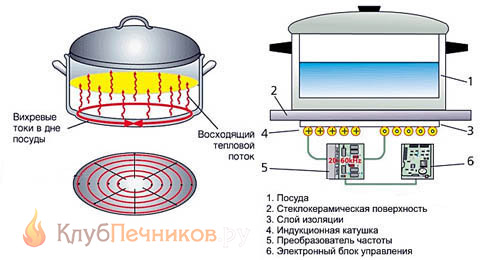
Схема кухонной индукционной плиты
Затем, все варочные посудины разные, а их содержимое изменяет их электрические параметры, и режимы приготовления блюд тоже разные. Осторожным подкручиванием ручек до нужной моды тут и специалист не обойдется, нужен высокопроизводительный микроконтроллер. Наконец, ток в индукторе должен быть по санитарным требованиям чистой синусоидой, а его величина и частота должны сложным образом меняться сообразно степени готовности блюда. То есть, генератор должен быть с цифровым формированием выходного тока, управляемым тем самым микроконтроллером.
Делать кухонную индукционную плиту самому нет смысла: на одни только электронные компоненты по розничным ценам денег уйдет больше, чем на готовую хорошую плитку. И управлять этими приборами пока еще сложновато: у кого есть, тот знает, сколько там кнопочек или сенсоров с надписями: «Рагу», «Жаркое» и т.п. Автор этой статьи видал плитку, где значилось отдельно «Борщ флотский» и «Суп претаньер».
Тем не менее, индукционные плиты имеют массу преимуществ перед прочими:
- Почти нулевая, в отличие от микроволновок, ППЭ, хоть сам на эту плитку садись.
- Возможность программирования для приготовления самых сложных блюд.
- Растопка шоколада, вытапливание рыбьего и птичьего жира, приготовление карамели без малейших признаков пригорания.
- Высокая экономичность как следствие быстрого нагрева и почти полного сосредоточения тепла в варочной посуде.
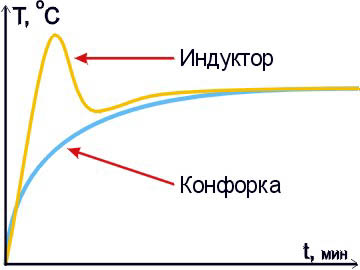
Разогрев варочной посуды на индукционной плите и газовой конфорке
К последнему пункту: взгляните на рис. справа, там графики разогрева стряпни на индукционной плите и газовой конфорке. Кто знаком с интегрированием, тот сразу поймет, что индуктор на 15-20% экономичнее, а с чугунным «блином» его можно и не сравнивать. Затраты денег на энергоноситель при приготовлении большинства блюд для индукционной плиты сравнимы с газовой, а на тушение и варку густых супов даже меньше. Индуктор пока уступает газу только при выпечке, когда необходим равномерный прогрев со всех сторон.
Инструкция по изготовлению
Чертежи
Рисунок 1. Электрическая схема индукционного нагревателя
Рисунок 2. Устройство.
Рисунок 3. Схема простого индукционного нагревателя
Для изготовления печи понадобятся следующие материалы и инструменты:
- паяльник;
- припой;
- текстолитовая плата.
- мини-дрель.
- радиоэлементы.
- термопаста.
- химические реагенты для травления платы.
Дополнительные материалы и их особенности:
- Для изготовления катушки, которая будет излучать необходимое для нагрева переменное магнитное поле, необходимо приготовить отрезок медной трубки диаметром 8 мм, и длиной 800 мм.
- Мощные силовые транзисторы являются самой дорогой частью самодельной индукционной установки. Для монтажа схемы частотного генератора необходимо приготовить 2 таких элемента. Для этих целей подойдут транзисторы марок: IRFP-150; IRFP-260; IRFP-460. При изготовлении схемы используются 2 одинаковых из перечисленных полевых транзисторов.
- Для изготовления колебательно контура понадобятся керамические конденсаторы ёмкостью 0,1 mF и рабочим напряжением 1600 В. Для того, чтобы в катушке образовался переменный ток высокой мощности, потребуется 7 таких конденсаторов.
- При работе такого индукционного прибора, полевые транзисторы будут сильно разогреваться и если к ним не будут присоединены радиаторы из алюминиевого сплава, то уже через несколько секунд работы на максимальной мощности, данные элементы выйдут из строя. Ставить транзисторы на теплоотводы следует через тонкий слой термопасты, иначе эффективность такого охлаждения будет минимальна.
- Диоды, которые используются в индукционном нагревателе, обязательно должны быть ультрабыстрого действия. Наиболее подходящими для данной схемы, диоды: MUR-460; UF-4007; HER – 307.
- Резисторы, которые используются в схеме 3: 10 кОм мощностью 0,25 Вт – 2 шт. и 440 Ом мощностью – 2 Вт. Стабилитроны: 2 шт. с рабочим напряжением 15 В. Мощность стабилитронов должна составлять не менее 2 Вт. Дроссель для подсоединения к силовым выводам катушки используется с индукцией.
- Для питания всего устройства понадобится блок питания мощностью до 500. Вт. и напряжением 12 – 40 В. Запитать данное устройство можно от автомобильного аккумулятора, но получить наивысшие показания мощности при таком напряжении не получится.
Сам процесс изготовления электронного генератора и катушки занимает немного времени и осуществляется в такой последовательности:
- Из медной трубы делается спираль диаметром 4 см. Для изготовления спирали следует медную трубку накрутить на стержень с ровной поверхностью диаметром 4 см. Спираль должна иметь 7 витков, которые не должны соприкасаться. На 2 конца трубки припаиваются крепёжные кольца для подключения к радиаторам транзистора.
- Печатная плата изготавливается по схеме. Если есть возможность поставить полипропиленовые конденсаторы, то благодаря тому, что такие элементы обладают минимальными потерями и устойчивой работой при больших амплитудах колебания напряжений, устройство будет работать намного стабильнее. Конденсаторы в схеме устанавливаются параллельно образуя с медной катушкой колебательный контур.
- Нагрев металла происходит внутри катушки, после того как схема будет подключена к блоку питания или аккумулятору. При нагреве металла необходимо следить за тем, чтобы не было короткого замыкания обмоток пружины. Если коснуться нагреваемым металлом 2 витка катушки одновременно, то транзисторы выходят из строя моментально.
Производители
- Популярны котлы «Галан». Оборудование российского производства. Применяются комплектующие, которые поставляются из-за рубежа. Приборы обладают автоматическим управлением, доступные.
- «Невский». Применяют в закрытых отопительных системах. Автоматикой задаются необходимые температурные параметры, устройство обеспечивает комфортные условия. Когда установленная температура будет достигнута, прибор отключается до небольшого остывания. Котел от компании «Невский» имеет надежную сборку, комплектующие.
- Импортный производитель Dakon (Чехия). Агрегатов с нагревателями от компании Dakon, насчитывается около 30 моделей. Возможны модели с дополнительным оборудованием – циркуляционный насос, расширительный бачок.
- Котел Kospel (Польша). Применяется в одноконтурных системах отопления.
Вывод
Очевидные преимущества индукционного отопления перед другими видами отопительных систем отсутствуют, учитывая его высокую цену.

Но если рисовать портрет его идеального потребителя, то это будет обладатель дачной усадьбы, расположенной в негазифицированной местности, которому нужна дистанционно регулируемая система отопления для нечастого и умеренного использования.
И есть возможность установить индукционный котёл в подвале, дабы он не слишком «фонил» вредными полями в сторону жильцов, но, напротив, отпугивал мышей, кротов и крыс. Долговечность и отсутствие в периодическом техобслуживании действительно будет плюсом для такого потребителя и оправдает все затраты в длительной перспективе.









