Сварка полипропиленовых труб
Сварка (пайка) полипропиленовых труб
Для сварки труб диаметром до 63 мм преимущественным типом соединения является раструбная или муфтовая сварка. При этом соединение двух труб происходит при помощи третьей детали — муфты, а создание резьбовых и других стыковочных узлов происходит при помощи фитингов, имеющих раструб.
Для сварки труб диаметром выше 63 мм рекомендуется стыковая сварка, как не требующая дополни тельных деталей и самая надежная. При наличии фитингов соответствующего диаметра допускается муфтовая сварка. Рекомендуемый вид разборного соединения для диаметров более 63-го — фланцевый стык. Это более сложный вариант соединения полипропиленовых труб, требующий профессионального оборудования и мастерства, поэтому этот вариант в данной статье упускается.
Раструбная сварка
При сварке труб диаметрами до 40 мм можно использовать ручной сварочный аппарат, при сварке труб диаметрами более 40 мм рекомендуется применять аппараты с центрирующими приспособлениями. При использовании центрирующих приспособлений следует руководствоваться инструкциями по их эксплуатации.
Для соединения полипропиленовых деталей трубопроводов используют сварочные аппараты со специальными насадками.
Рис.1. Сварочный аппарат для сварки полипропиленовых труб.
Нагревательные элементы (насадки) представляют собой гильзу для оплавления наружной поверхности конца трубы и дорн для оплавления внутренней поверхности раструба соединительной детали.Стандартные насадки покрыты антипригарным материалом — тефлоном, и имеют диаметры от 16 до 40 мм. В процессе работы необходимо следить за чистотой и целостностью тефлонового покрытия. После каждого эпизода сварки, пока они еще горячие, насадки очищаются брезентовой ветошью или деревянными скребками. В холодном состоянии очистка насадок от налипшего слоя пластмассы недопустима.
Рис.2. Насадки для сварки полипропиленовых труб диаметром 20, 40, 32, 40, 50, 63.
Сварочный аппарат устанавливают на ровной поверхности и закрепляют на нем с помощью специальных ключей сменные нагреватели необходимого размера. Желательно установить весь необходимый набор насадок (см. рис. 3) на посадочные места аппарата до нагрева аппарата.
Рис.3. Сварочный аппарат до нагрева с установленными насадками для сварки полипропиленовых труб.
С точки зрения равномерности нагрева место расположения насадки на нагревателе не имеет значения. Поэтому насадки ставят так, как удобно для монтажа. Ближе к концу ставят насадки, необходимые для работы на стене, то есть на монтируемой ветви трубопровода.
Качество соединений напрямую за висит от удобства выполнения технологических приемов, поэтому все фрагменты трубопровода, которые можно монтировать на стационарно установленном аппарате (на подставке), лучше собирать отдельно.
Сварку «на стене», особенно в неудобных местах, желательно производить с помощником.
На аппарате устанавливают температуру сварки для полипропиленовых труб — 260 ° С и 220°С для полиэтиленовых и PERT трубопроводов).В зависимости от температуры окружающей среды нагрев длится 10-15 минут.
Рабочая температура на поверхности нагревательных пластин достигается автоматически.
Сварку полипропиленовых труб и фитингов, запрещается производить при температуре ниже 0°С
Температура воздуха при сварке имеет очень важное значение. Так время сварки необходимо увеличивать при низкой температуре воздуха и уменьшать в условиях жары. Общее правило раструбной сварки
Общее правило раструбной сварки
Внутренний диаметр неразогретого фитинга должен быть чуть меньше наружного диаметра трубы.
Первую сварку рекомендуется производить через 5 минут после нагрева сварочного аппарата. После каждого использования сварочный аппарат нужно очистить от остатка пластмассы.
Стыковая сварка
Сваривать трубы ПНД своими руками можно и встык. Стыковую сварку выполняют при помощи специального оборудования с механическим или гидравлическим приводом. Такой сварочный аппарат позволит состыковать два элемента туб до полного и плотного соединения. Самыми востребованными аппаратами считаются те, которые имеют программное управление. Подобное оборудование отличается полной автоматизацией и возможностью контролировать процесс сварки без вмешательства оператора в плане физических усилий.
Перед выполнением работ своими руками следует отобрать трубы ПНД с едиными техническими характеристиками. Желательно сваривать тубы даже из одной партии. Поскольку здесь соединение полимера происходит на молекулярном уровне, то такой подход позволит сделать сварочный шов более герметичным и надежным.
Принцип стыковой сварки заключается в нагревании концов трубы на специальной пластине. После плавления ПЭ пластину между концами двух свариваемых труб убирается и происходит механическое сжатие элементов до полного перемешивания и спаивания полимера. После чего трубам нужно дать полностью остыть.
Описание методов сварки труб из ПВХ
- Так, для труб сечением 20 мм длина плавления (глубина сварки) составит 14,5 мм;
- Элементы 25 мм — 16 мм;
- Для туб диаметром 32 мм — 18 мм;
- Для туб сечением 40 мм — 20 мм;
- Трубы с диаметром 50 мм — 23 мм.
Технологический процесс пайки
Когда полипропиленовые (ПП) трубы подвергаются нагреву, материал становится мягким. При этом одновременно происходит стыкование частей трубопровода. Под давлением частицы размягченного полипропилена проникают в структуру смежной трубы. Когда действие источника высокой температуры прекращается, материал остывает. При этом получают цельную конструкцию, т. к. шов запаян по всей длине окружности. Надежность соединения на участке, где стыковались трубы, обеспечивается, если соблюдаются условия:
- полипропилен нагревается до определенной температуры (с учетом вида труб, толщины стенок);
- высокое качество соединения обеспечивается при условии, что стыкуются изделия из одного материала (применение труб с разной маркировкой не приветствуется);
- когда соединяются части трубопровода, торцы должны плотно прилегать друг к другу, можно регулировать их положение путем шлифовки края с помощью наждачной бумаги;
- из-за высокой скорости остывания ПП-изделия нужно выравнивать максимально быстро, потом не удастся исправить дефект.
Надежность соединения обеспечивается благодаря правильному применению оборудования, выбору качественных материалов. Тонкости и этапы выполнения пайки будут рассмотрены ниже.
Сварка труб из полипропилена
Высокая надежность таких швов позволяет выполнять скрытый монтаж трубопровода с заделкой труб в конструкцию здания. Наибольшую популярность сегодня получила технология неразборного соединения при помощи сварки с использованием соответствующих фитингов.
Общие правила работы
На сегодняшний день существует два способа соединения — это враструб и встык. При этом, вне зависимости от выбранной вами технологии, необходимо учитывать соответствующие правила, что позволит гарантировать великолепную прочность и долговечность сварного шва.
Все работы проводятся при плюсовой температуре. А вот выполнение их при отрицательных температурах неизменно приведет к проблемам с качеством работы, в итоге такое соединение быстро потеряет свою герметичность.
Инструмент и свариваемые части обязательно должны быть чистыми, поэтому перед работой проводят обезжиривание пластика. Инструмент обязательно очищают спиртом, а используемая ветошь не должна содержать различных волокон, которые могут ухудшить качество соединения.
Не рекомендуется использовать дополнительное охлаждение соединения с помощью холодного воздуха или воды. Такое резкое охлаждение шва приведет к появлению термического напряжения, что отрицательно сказывается на прочности сварки.
Соединение полипропиленовых труб враструб
Сварка враструб получила наибольшее распространение, что объясняется отличным качеством выполняемых работ и простотой используемого оборудования. Специальный паяльник имеет доступную стоимость, что позволяет приобрести такой инструмент даже обычному домовладельцу.
Выполнить качественное соединение можно даже без какого-либо существенного опыта работы. Необходимо лишь использовать специальные фитинги, отводы, тройники и углы, правильно подбирая их диаметр и материал, из которого они изготовлены.
Если говорить о преимуществах такого способа, то отметим следующее:
- качество соединения ппа;
- простота выполняемых работ;
- возможность использования дополнительных тройников и отводов;
- полная герметичность.
Процесс сварки враструб подразумевает оплавление краев сопрягаемых поверхностей с внутренней стороны
фитинга и внешней поверхности труб. При этом используется специальный паяльник, в патроны которого вставляются разогреваемые детали, после чего происходит их оплавление. Предлагаем вам простейшую инструкцию по выполнению такой работы.
Необходимо лишь соединить разогретые трубы и фитинги, после чего полипропилен будет соединен на молекулярном уровне, что и позволит обеспечить великолепную прочность такой сварки.
Отличием данного способа соединения от сварки встык является использование соответствующих фитингов, что обеспечивает улучшенную прочность конструкции и не требует выполнять центровку шва. При этом стоимость используемых фитингов находится на доступном уровне, что позволяет сократить расходы на прокладку такого трубопровода.
Технология сварки враструб
Данная технология соединения полипропилена используется в тех случаях, когда диаметр соединяемых трубопроводов может существенно различаться. При сварке враструб также нагревают кончики соединения, после чего соединяемые части вставляются друг в друга и оплавленный пластик прочно сваривается.
Метод склейки
Трубы из пластика можно и клеить, хотя многие сантехники считают такой способ крайне ненадёжным. И поэтому на практике клей для соединения труб применяется только в комбинации с фитингами.
Перед нанесением клея трубу обрезают и избавляются от заусенцев на ней. Также с неё нужно убрать пыль и провести тщательное обезжиривание тех участков, на которые предполагается наносить клей (то есть придётся купить специальное средство для обезжиривания). Затем нужно завести трубу в фитинг, чтобы проверить, насколько хорошо они совмещаются друг с другом.
Теперь можно тонким слоем наносить клей на место будущего контакта. Сразу же после этого трубу до упора вставляют в фитинг и держат в таком положении около двух минут, чтобы клей схватился. А остатки клея, появившиеся на наружной поверхности, удаляются тряпочкой.
Клей высохнет примерно в течение 15-20 минут. Однако пускать через трубопровод воду (или что-либо другое) нужно только не ранее, чем через 24 часа.
Можно сделать вывод, что способов соединения труб из пластика без применения пайки предостаточно
Самым надежным из них считается муфтовый метод, а склейка помогает только в экстренной ситуации, и применять ее нужно с осторожностью
Холодная сварка
Как уже упоминалось выше, такой способ сварки пластиковых труб достаточно простой. Здесь главное приобрести агрессивный клей для твердых пластиков, который состоит из поливинилхлорида, растворенного в циклогексаноне, метилэтилкетоне и тетрагидрофуране.
Для того, чтобы повысить эффективность адгезии и иметь возможность осуществлять контроль за вязкостью вещества и временем схватывания, такой двухкомпонентный клеевой материал обычно дополняется различными присадками. Пока клей затвердевает, растворитель испаряется и полимерные цепочки поливинилхлорида соединяются. В итоге образуется шов, рабочие показатели которого идентичны тем, что имеет цельные трубы ПВХ.
Технология соединения труб ПВХ методом холодной сварки заключается в следующем:
- изначально надо отрезать ровный кусок трубы,
- затем, поду углом 15° снимается фаска,
- далее очистить трубу и раструб от загрязнений и избавиться от излишней влажности,
- на следующем этапе наружная часть трубы и раструба покрывается клеевым составом, после чего труба сразу же вставляется в раструб,
- чтобы клей размеренно разместился по поверхностям, трубу следует развернуть на 90°,
- в течении 30 секунд соединяемые детали надо хорошо зафиксировать.
Прежде, чем подать пробный объем рабочей среды, нужно выждать некоторый промежуток времени.
(Смотрите в таблице)
| Номинальный диаметр трубы, мм | 125,0 -250,0 | 125,0 -250,0 | 75,0 -110,0 | 75,0 -110,0 | 16,0 -63,0 | 16,0 -63,0 | |
| Давление не выше, МПа | 1,60 | 1,0 | 1,60 | 1,0 | 1,60 | 1,0 | |
| t окружающей среды | От 5 до 10°С | 32 | 16 | 16 | 8 | 8 | 4 |
| 10°С и выше | 16 | 8 | 8 | 4 | 4 | 2 |
Муфтовая сварка
Подобная технология основана на использовании соединительной муфты либо тройника. Чтобы осуществить этот процесс надо обзавестись ручным или стационарным нагревательным аппаратом. Муфтовая сварка для ПВХ труб очень проста в выполнении, однако не нашла своего активного применения у пользователей за счет высокой цены оборудования, которым она выполняется.
Принцип технологии состоит в том, что изначально торцы трубы и окончания муфты нагреваются до определенной температуры. Когда они доходят до состояния пластичности, трубу надо поместить в отверстие муфты
Для того, чтобы в итоге образовалось монолитное соединение, важно выполнять технологию в соответствии с предъявляемыми требованиями и очень аккуратно

Основные правила таковы:
- начинать и заканчивать нагревать муфту и трубу следует одновременно,
- детали нужно нагревать именно тот промежуток времени, который указан в инструкции,
- после того, как вы выждали нужное время, быстро снимите с нагревателя трубу и муфту, а затем зафиксируйте их таким образом, чтобы наплыв поливинилхлорида закрыл предварительно нанесённую метку глубины сварки.
Такая технология очень часто применяется при прокладке трубопровода в жилых помещениях.
 насадки для муфтовой сварки
насадки для муфтовой сварки
Как пользоваться паяльником
Чтобы понять, как спаивать полипропиленовые трубы, нужно разобраться с технологией работы паяльника. Итак, начнем.
- Паяльник нужно установить на ровную поверхность. Устанавливаются необходимого диаметра насадки, затягиваются специальными ключами. Поближе к краю должна устанавливаться насадка, которая потребуется для того, чтобы спаивать непосредственно на стене. Все раздельно расположенные части трубопровода удобнее будет собирать на стационарно расположенном паяльнике, по силам самому. А вот собирать части в цепь на стене нужно будет уже с помощником.
- Правильная пайка должна начинаться только после прогрева инструмента до рабочей температуры, примерно по истечении 10-15 минут после его включения. Помните про номинальную рабочую температуру для того, чтобы качественно проводит спайку.
- Паяльник нельзя выключать из сети на протяжении всей работы, т.е. пока вы все будете спаивать.
- Две детали нужно нагревать одновременно.
- Остающийся на насадках пластик нужно удалять брезентовой ветошью после монтажа каждого фрагмента. Не допускается чистить остывшие насадки.

Технология пайки полипропиленовых труб
Далее будут рассматриваться правила пайки полипропиленовых труб .
1. Специальными ножницами обрезаете нужный кусок перпендикулярно оси.
2. Выбираете нужного размера фитинг
Здесь обращаем внимание, что не нагретый фитинг должен обладать внутренним диаметром, который будет чуть-чуть меньше, чем наружный диаметр трубопровода
3. Конец трубы и раструб фитинга очищаете от загрязнений, обезжириваете спиртом или мыльной водой и просушиваете.
4. Соединяемые детали устанавливаете на соответствующую насадку на паяльнике. Изделие нужно вставлять на полную глубину сварки в гильзу, а на дорн должен одеваться раструб фитинга.
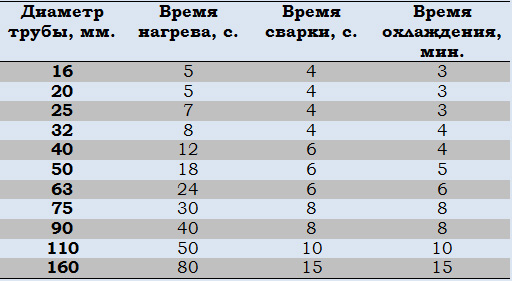
5. После помещения деталей в насадки необходимо выдержать время нагрева. Здесь нужно действовать в соответствии с данными нижеприведенной таблицы. Поясним, что в таблице указывается время, необходимое для нагрева деталей. Однако данные применимы к температуре воздуха 20°С. Если вы работаете во время более низкой температуры, то нагревать детали нужно дольше, а если во время более высокой, то сокращать. Далее приведена таблица время пайки полипропиленовых труб.
6. После разогрева детали снимаете с паяльника и соединяете вместе
Здесь обращаем внимание, что соединение должно осуществляться без поворота по своей оси и на всю глубину раструба фитинга. Операцию нужно выполнять быстро с соблюдением соосности
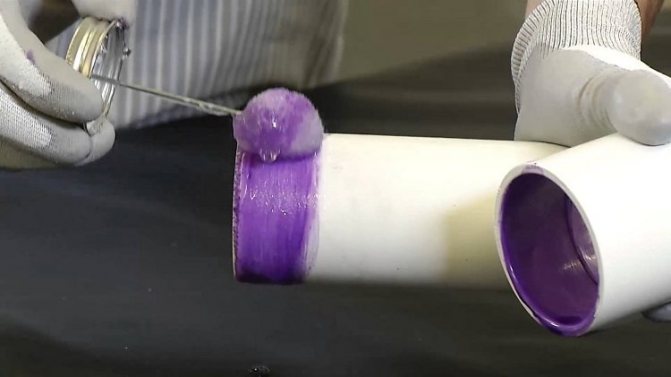
7. Если вы сделали все правильно, то после соединения по краю раструба должен появиться сплошной наплыв пластика. Пример вы можете увидеть ниже.
8. Далее выдерживаете время на охлаждение деталей. В этот период недопустимы различного рода деформации (изгибы или повороты по оси)
Здесь обращаем внимание, что если произошло соединение и смещена соосность или угол взаиморасположения, то деталь должна вырезаться и устанавливаться заново. Спаивать тройники, уголки и краны нужно с особым вниманием
Так, например, ручка крана должна легко перемещаться.

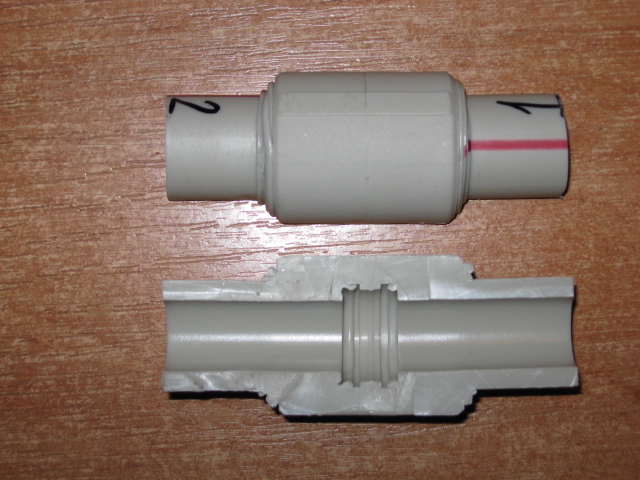
Если вы не знаете, как правильно паять полипропиленовые трубы, то желательно выполнить пробные спайки. Чтобы проконтролировать качество спайки, можно разрезать опытный образец вдоль своей оси. Должна получиться монолитная конструкция.
Не стоит забывать, что технология пайки полипропиленовых труб предполагает соблюдение техники безопасности, т.к. проводить ее вы будете с применением высоких температур, электроинструмента и пластика, который будет во время нагревания выделять вредные пары.
Советуем почитать:
- Способы соединения пластиковых труб между собой и с металлическими
- Как выбрать паяльник для пластиковых труб
Сварка ПЭ труб и ее виды
Сварка труб из полиэтилена бывает следующих видов:
- Терморезисторная.
- Муфтовая.
- Сварка встык (стыковая сварка ПНД труб).
- Метод враструб.
Способы, которые чаще всего применяются, указаны в первых двух пунктах. Технология сварки труб ПНД враструб применяется очень редко.
Терморезисторная сварка полиэтиленовых труб
Данная технология сварки труб ПНД называется также электромуфтовой. Непосредственный контакт происходит с использованием фитингов (муфт), которые имеют специальных электрический нагреватель. Сварка полиэтиленовых труб муфтами проводится обычно, если нет возможности произвести соединение встык, если требуется сварка в старом трубопроводе, если нужны отводы в уже действующие трубопроводы. Детали для этого вида соединения довольно дорогостоящие. Этапы терморезисторного вида соединения:
- Отрезаем элементы нужного размера, очищаем их от загрязнений, жира и прочего мусора.
- Делаем отметки на деталях маркером, чтобы знать границы, до которых нужно вставить готовый элемент трубопровода в фитинг. Элементы, которые не свариваются, но уже подрезаны до нужного размера, лучше защитить специальными насадками от потенциально возможной пыли и грязи.
- Электромуфту нужно связать со сварным устройством через провода, включить его. После нагрева до нужной температуры оборудование для сварки полиэтиленовых труб выключается самостоятельно. И вуаля! Пайка полиэтиленовых труб электромуфтами завершена.

Труба в разрезе после сварки электромуфтовым способом
Муфтовые соединения
Аппарат для пайки ПНД соединений муфтовым способом – это обычный паяльник. Помимо муфт еще используются тройники и уголки. Паяльник имеет специальные насадки различных размеров. Эти насадки нагреваются, чтобы при контакте с элементом трубопровода или фитингом, их окончания «подплавились» и были готовы для сборки. Насадка паяльника состоит из дорна и гильзы. Дорн нагревает элемент внутри, а в гильзу его вставляют для нагрева внешней поверхности. Как уже упоминалось выше, технология сварки ПЭ труб проста и пайка ПНД труб своими руками легка в осуществлении.
Соединение полимерных труб сваркой
Сварка полимеров присутствует в 50% бытовых коммуникационных системах, стыки имеют улучшенные характеристики, так как, процесс происходит на молекулярном уровне.
В руководствах пользователя, входящих в каждый комплект сварочного оборудования, подробно описана технология, как соединить пластиковые трубы, выбрать время нагрева в зависимости от толщины стенки.
Сварка электромуфтами является улучшенным вариантом предыдущего способа, так как процесс нагревания, соединения контролируется программой. Качество стыка увеличивается, отсутствует необходимость фиксации. Для подачи напряжения на нагревательные элементы внутри муфты используются приборы с электродами.
Важные советы
Перед тем как приступить к сварке, необходимо взять на заметку несколько важных советов.
Чтобы избежать ошибок при сварке, необходимо тщательно подготовиться к процессу. Зачастую грязные детали сварочного аппарата и пластиковых труб приводят к потере герметичности в местах сварки. Чтобы избежать этого, достаточно очистить все детали от грязи и жира.
Всегда следует учитывать температуру, которая допустима при сварке пластиковых труб. У каждого типа пластмассы, в зависимости от производителя, имеется своя собственная температура плавления.
Процесс нагрева муфты и части трубы должен начинаться и оканчиваться одновременно.
Не следует сильно давить на элементы конструкции в процессе сборки и соединения деталей.
Трубы всегда следует нагревать с внешней стороны, а детали конструкции только с внутренней. В противном случае готовые соединения окажутся бракованными.
После завершения сварки, нужно проверить проходимость труб, пустив по ним воду нужной температуры.
Пускать в готовые трубы воду можно не ранее, чем через полтора-два часа после того, как была сварена последняя деталь конструкции.
Если в конструкции обнаружится плохое качество соединения в местах стыков, следует проделать процедуру сварки заново. Для этого нужно будет обрезать бракованное место стыка, и выполнить сварку ещё раз, но уже с использованием нового фитинга.
Следует помнить, что готовые изделия, соединённые с помощью сварочного аппарата, разборке не подлежат
Поэтому очень важно перед сваркой грамотно сделать все необходимые замеры.
Если учесть все вышеописанные правила, то соединение труб посредством сварки окажется максимально качественным и оперативным.
Классификация сварки
Классифицировать можно по виду и способу применения к разным материалам.
- Самый популярный клей универсального типа для металла, дерева, пластика и камня.
- Для разных видов пластика.
- Для сваривания швов линолеума и твердой резины.
- Для металла и металлических изделий. Ремонта автомобильных деталей. Бензобаков, коллекторов, выхлопных труб.
- Специальный водостойкий состав при ремонте сантехники от протечек.
- Клеи для фиксации поверхностей, которые постоянно испытывают большие механические нагрузки.
- Двухкомпонентная холодная сварка для повышенных температур.
По своей структуре различается на двухкомпонентную холодную сварку и однокомпонентную. По консистенции в виде двухслойного цилиндра, в котором внешняя часть из отвердителя, а внутренняя из эпоксидной смолы с различными добавками в зависимости от цели применения. Либо в двух тюбиках с аналогичными компонентами только уже в пастообразном состоянии.
Обзор герметиков
Отметим в этом обзоре две марки. Первую из-за достойных характеристик, вторую и третью исходя из их популярности.
«Анлес Унипласт» – выпускается 4 вида. Состав усилен алюминиевым или бронзовым порошком. Также «Керамика» наполненный двуокисью титана и «Универсал» с неорганическим наполнителем характеризующийся усиленной адгезией и прочностью крепления из этого ряда герметиков. Легко смешиваются руками, имеют сильную адгезию ко многим известным материалам, даже замасленным и мокрым.
Подходят непосредственно для работы на вертикальных поверхностях. Заявлено, что есть возможность отверждения под водой. Останавливает течь навсегда. Теплостойкость до 250-300°С. В застывшем виде возможна любая механическая обработка. Производитель считает, что эта продукция превосходит известный «Poxipol». Цена демократическая.
Герметик радиатора «Mastix» подходит для быстрой и надежной герметизации радиаторов любых типов автомобилей, также сельхозтехники. В случаях ремонта сплавов из цветных и черных металлов, при температуре эксплуатации от +150 до -10 градусов. Обеспечит ремонт на влажных и замасленных поверхностях. Правда прочность снижается на 20-25%, это много.
Поэтому лучше подготовить поверхность и обезжирить. Пластилин следует применить в течение 7 минут, схватывается за 15 минут. При необходимости уже через 1,5 часа можно подвергнуть механической обработке. Цена более чем демократичная на момент написания статьи, не более 50 рублей за стандартную упаковку.
Холодная сварка «Титан» – как герметик отличное средство для всех типов поливинилхлорида. Склеивает твердый полистирол, полиэстер, полиуретан и подобные материалы. Ремонт разной бытовой техники и ручного электроинструмента из АБС-пластика. Сплавление швов пластичных покрытий для пола из ПВХ, линолеума.
Прозрачная консистенция, время работы не больше 10 мин. Время полного отверждения 1 сутки, для труб ПВХ – двое суток. Срок годности 12 месяцев. Эластичный, водостойкий и термостойкий. Продается в одной тубе объемом 100 мл, довольно небольшая себестоимость работ, хватает на 35-45 погонных метров.
Составы для автомобилей
Нет принципиального смысла упоминать в этой статье отдельные составы для автомобилистов. Для них подходят почти все виды холодной сварки. Замечу, что основная часть клеев идет с металлическим наполнением. Если с другим наполнителем, то также подойдут автомеханикам за редким исключением.
Как вариант, можно самому добавить пудру металла для увеличения прочности. Для автомобилей чаще используются композиции при грунтовании металлической поверхности, устранения пробоин и дыр в радиаторах. Ремонта выхлопных систем. Восстановление резьбы, соединение деталей при сорванной резьбе. Закрепление мелких деталей намертво.
Соединение труб пайкой с армированием
Для пайки армированных ППР необходимо очистить их от алюминиевой фольги на глубину сварки. Для очистки используют шейвер. Это металлическая втулка с режущими ножами внутри втулки. Его надевают на край трубы и вращением вокруг оси счищают армирующий слой.
Если армирующий слой находится в середине стенки ППР, то в таком случае используют торцеватель. Принцип работы такой же, как с шейвером, их разница лишь в том, что ножи внутри втулки обращены в другую сторону. Торцеватель выравнивает край ППР и снимает армирующий слой на глубину 2 мм. Обработанные торцевателем края труб паяют методом прямой (стыковой) сварки.
Диаметр ППР, армированных алюминиевой фольгой, отличается от стандартных в большую сторону и не подходит к насадкам паяльной машины. Наличие армирующего слоя требует увеличения длительности нагрева.
Выполнение сварки полимерных труб необходимо проводить в хорошо проветриваемом помещении. При плавлении полимерный материал выделяет токсичное вещество, его концентрация приводит к ухудшению состояния здоровья и отравлению.
Необходимые оборудование и инструменты
Для сварки пластиковых труб удобно использовать мечевидные паяльники со съемными насадками. Нагревательный элемент для сварки труб представляет собой плоскую платформу, называемую утюгом, в ней есть отверстия для крепления нагревающих насадок.
У сварочного аппарата для сварки пластиковых труб обязательно есть температурный регулятор, световой индикатор нагрева. Кроме оборудования для сварки нужны инструменты для раскроя заготовок и снятия фольгирующего слоя. Режут пластиковый прокат любым удобным способом:
- труборезом, похожим на кусачки;
- ножницами по металлу;
- ножовкой с узким полотном.
Для зачистки срезов, удаления наплывов применяют напильники с мелкой нарезкой или наждачную бумагу. Для раскроя элементов трубопровода перед сваркой нужно подготовить линейку, угольник, фломастер или маркер.
Ошибки при сварке труб ПВХ своими руками
Выполняя сварку труб из пластика, многие пренебрегают точностью выполнения правил и допускают много ошибок на самых начальных этапах работы
Особенно важно подойти к процессу со всей ответственностью и избегать недочетов
Рассмотрим наиболее часто допускаемые погрешности:
неверное совмещение соединительных деталей, в итоге могут образовываться зазоры
недостаточный разогрев соединительных элементов, такая ошибка приведет к дефектам состыковки материала и соединение будет недостаточно прочным,
инструмент слишком перегревается,
нагревательный аппарат подобран неверно
Важно, чтобы мощность устройства, используемого для сварки была равна десятикратному значению диаметра пластиковой трубы.. Таким образом, мы рассмотрели, какие методы сварки труб ПВХ своими руками существуют, в чем их основные особенности
Вам остается только подобрать способ себе по душе и выполнять все рекомендации
Таким образом, мы рассмотрели, какие методы сварки труб ПВХ своими руками существуют, в чем их основные особенности. Вам остается только подобрать способ себе по душе и выполнять все рекомендации.
https://youtube.com/watch?v=iXGRtPGrnYE
Работа с трубами из полипропилена
На сегодняшний день была разработана технология монтажа полипропиленовых труб, которая включает в себя сборку труб различных диаметров, а также все необходимые соединительные элементы, обводы, включения, крепежную и запорную арматуру.
Комплектация системы разработана таким образом, что позволяет сконструировать трубопроводную схему любой конфигурации и сложности. Единственный минус трубопроводов из полипропилена, да и тот косвенный – невозможность разъема при сварном способе соединения.
Поэтому технология соединения полипропиленовых труб ребует предельной собранности, чтобы не допустить ошибок в сборке.
Освоить метод сварки полипропиленовых труб своими руками может каждый, однако новичка в данном деле поджидает масса возможных оплошностей, связанных в основном с невнимательностью или спешкой. Перед сваркой элементов труб необходимо несколько раз удостовериться в правильности их расчетов и размеров.
Теперь касательно пайки – способа соединения полипропиленовых труб с фитингами и конструктивными деталями. Инструмент, с помощью которого осуществляют сварку, в народ называют паяльником. И хотя с точки зрения техники данное название некорректно, такой простой и понятный термин прижился и стал применяем даже в кругу профессионалов.
Процесс сварки труб из полипропилена выглядит следующим образом:
- сварочным аппаратом (паяльником) одновременно нагревают обе свариваемые детали;
- соединяют их;
- после непродолжительного времени остывания извлекают из аппарата уже готовое соединение.
Подобное сварное соединение обладает такой герметичностью и прочностью, что способно выдержать практически любое давление.









