Пайка пвх труб
Специфика пайки труб из полипропилена
ППР изготавливают из полимерного материала. Он термопластичен, легко поддается плавлению при температуре от 149°С, при остывании сохраняет свои свойства. Благодаря этому при нагревании полипропиленовые трубы легко стыкуются, образуя монолитные узлы единого комплекса систем коммуникаций. Они широко используются в строительстве канализаций, систем водоотведения, также подходят для отопления и водоснабжения.
Общее описание технологии
Пайка полипропиленовых труб основана на принципе одновременного плавления с помощью сварочного аппарата, верхней части трубы и внутренней части муфты. После снятия прогретых деталей с нагревателя паяльной машины они стыкуются друг с другом путем сжатия.
В месте слияния прогретых поверхностей состыкованных деталей происходит взаимопроникающая связь расплавленных масс, образующих при остывании единый монолитный узел. Данный метод получил название муфтовое соединение.
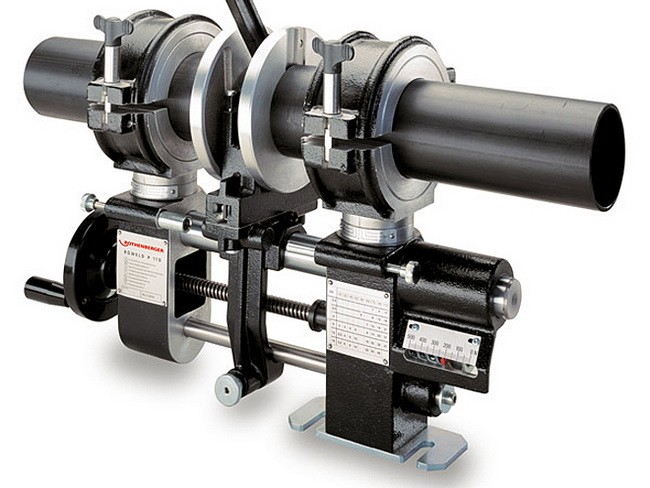
Способ сварки ППР одного диаметра называется прямым (стыковым). Он основан на том же принципе плавления краев труб с последующей их стыковкой и фиксацией в неподвижном положении до полного остывания. Качество прямой сварки зависит от точной центровки осей стыкуемых ППР.
Процесс пайки полипропиленовых труб своими руками.
Паяльные машины для сварки труб
Существует множество разновидностей паяльных машин для сварки ППР. Их техническое исполнение и размеры зависят от диаметров ППР, с которыми они взаимодействуют, и наличия вспомогательного оборудования.
Паяльные машины делятся на:
- станочные (с направляющими для центровки оси);
- раструбные («Утюг»);
- стыковые.
Для проведения сварочно-монтажных работ при строительстве трубопровода из ППР также понадобятся:
- труборез или ножницы для полипропиленовых труб;
- слесарный уголок;
- карандаш или маркер;
- рулетка;
- швейер;
- торцеватель;
- средство для очищения поверхности на спиртовой основе (исключить ацетон, растворители и средства, оставляющие жирный, маслянистый след);
- рабочие перчатки.
Полная комплектация для сварки полипропиленовых труб.
Процедура сварки полипропилена
Выполняя сварку ППР, необходимо соблюдать длительность нагревания деталей. Не следует сильно прогревать стенку детали, но и недогрев также плохо отражается на качестве соединений. В таблице отражено количество времени, достаточного для прогрева деталей. Рекомендуемая температура пайки составляет 260°С.
Для пайки труб необходимо:
- Установить насадки на нагреватель паяльной машины.
- Установить паяльную машину в удобном для работы месте, зафиксировать ее с помощью крепежей (если имеются), установить регулятор температуры на требуемый уровень и подать электропитание.
- Подготовить детали к сварке.
- Обработать поверхности участков свариваемых деталей чистящим, обезжиривающим средством.
- Отмерить от края трубы глубину сварки и отметить карандашом. После надеть детали на насадки нагревателя и держать указанное в таблице время.
При прогреве не допускать вращения детали вокруг своей оси, вращение ухудшает герметичность связи спаянных деталей. Прогретые детали необходимо снять с нагревателя и сразу состыковать, вставив одну в другую.
При заглублении (вводе) трубы в муфту (фитинг) нельзя поворачивать ее по оси и пересекать отмеченный карандашом уровень глубины сварки. Следует зафиксировать достигнутое положение деталей и не двигать их в течение необходимого для обратной полимеризации времени.
Для достижения нужного положения при стыковке трубы с угловым отводом следует заранее отметить обе детали, прочертив направляющую карандашом в месте их соединения. Это позволит избежать вращения отвода и без корректировки достичь необходимого угла относительно оси трубы.
Перегрев трубы во время сварки
Стык недостаточно прогреть до необходимого состояния. Грамотный мастер следит, чтобы детали не перегрелись. Иначе пайка полипропиленовых труб будет непрочной.
Нельзя:
- Выставлять в сварочном аппарате максимальную температуру.
- Долго держать трубу на аппарате (утюг расплавит материал).
Если допустить перегрев паяльника и трубы, трубы протекут через 3-5 месяцев. А может и сразу.
Средняя длительность нагрева:
- 4 секунды (трубы 20 мм);
- 6 секунд (изделия 25 мм);
- 8 секунд (32 мм);
- 12 секунд (40 мм).

Вот так выглядит соединение перегретой полипропиленовой трубы после «пайки»
Перегреть — хуже, чем не до греть. Если пластик прогрелся недостаточно, процедуру повторяют. Перегретую деталь придется выбрасывать. Доморощенные слесари выставляют на аппарате максимальные показатели. Чтобы наверняка. Якобы сварится покрепче. И сэкономит время. А полипропилен плавится. Теряет свойства.
Сварочный аппарат для пластиковых труб
Любое устройство для сварки является аппаратом, с помощью которого нагреваются части труб и накрепко соединяются между собой как единое целое.
Виды аппаратов для сварки:
- механический, используемый для пайки полипропиленовых труб с большим диаметром с прилагаемым усилием;
- ручной, используемый для труб с небольшим диаметром (не более 125 мм), идеально подходящий для личного пользования.
Конечно, для прокладки труб в своей квартире не нужен мощный механический агрегат, достаточно приобрести ручной. Промышленность предлагает множество видов таких аппаратов. Самый популярный прибор для пайки полипропиленовых труб представляет собой устройство, напоминающее по принципу действия обыкновенный утюг. Конструкция представляет собой нагревательную плиту, терморегулятор и ручку. На нагревательном элементе расположено два отверстия или более для фиксации сварных форм разного диаметра, на которые надеваются свариваемые концовки труб. Эти формы имеют тефлоновое покрытие, не позволяющее пластику прилипать к ней при нагревании. В каждой фирме — производителе существует своя комплектация для сварочного аппарата, однако есть базовые наработки, попадающиеся чаще всего:
- Простой вариант: ключи для насадок, подходящие для пайки труб одного или двух диаметров.
- Чемоданчик с комплектацией насадок для популярных сечений (40, 32, 25, 20 мм или других).
- Чемоданчик с полным комплектом, содержащим сварочный прибор, набор насадок, ряд необходимых принадлежностей и инструментов для рабочего процесса.
В комплект каждого паяльного прибора входит инструкция, где все четко написано, что и как делать.
Виды пайки
- Стыковый метод;
- Муфтовый метод;
- Электромуфтовый метод.
При стыковом способе пайка происходит путем соединения расплавленных до вязкого состояния кромок. Фиксация деталей осуществляется с помощью специального стыкового аппарата для пайки.
Муфтовая пайка осуществляется с помощью специальных муфт. Для нагрева элементов также используется специальный аппарат для сварки.
Электромуфтовая сварка осуществляется с помощью электрических муфт. Они нагреваются через специальный аппарат для пайки. Внутри электромуфты находится спираль, к которой поступает электрический ток, в результате чего она нагревается вместе со встроенной в нее трубой. Сварка пластиковых труб большого диаметра осуществляется чаще всего электромуфтовым способом. Также этот метод соединения применяется в местах с высокой сейсмической активностью.
Таким образом, сварка пластиковых труб своими руками не сложна в осуществлении
Важно приобрести качественные инструменты, детали и строго следовать порядку работы, изложенному в настоящей статье, а также руководствоваться инструкцией к сварочному аппарату. Для ремонта дома пайка пластиковых труб своими руками наиболее выгодна: нет необходимости платить за услуги специалиста
Вы можете посмотреть, как спаять пластиковые трубы в видеоролике ниже.
Суть процесса и способы пайки
В основе данной технологии лежит принцип изменения структуры материала для стыковки отдельных участков трубопровода. При этом обеспечивается соединение высокой степени прочности.
Разные способы соединения полимерных труб:
- электросварная техника монтажа – основана на использовании специальных фитингов, оснащенных токопроводящими элементами;
- пайка путем нагрева деталей: предполагает необходимость изменения температуры торцевых участков, их дальнейшее сдавливание;
- холодная сварка ПВХ-труб: используются химические вещества, которые способны изменить структуру пластика, после стыковки участков трубопровода получают неразъемный прочный шов, но по степени надежности такое соединение уступает сварке, при этом элементы системы не нагреваются.
Какие агрегаты и материалы потребуются
Для пайки труб пвх необходимо иметь:
Устройство для нагрева деталей. Как правило, его называют “утюгом” или “паяльником”. Обязательно стоит располагать набором насадок, они обязательно потребуются. Прибор для разрезания труб, “резак”
Перед началом монтажа крайне важно удостовериться в том, что нож идеально наточен. Если фактическое положение дел отличается от описанного – то резак необходимо наточить или заменить, иначе в процессе сборки будет совершено немало ошибок
Ветошь (не волокнистая) и спирт или любое другое обезжиривающее вещество
Детали и насадки на момент начала нагрева должны быть идеально чистыми. Интересно знать, что все перечисленные способы актуальны и для монтажа труб которые проводят газ.
Измерительные и разметочные приборы. В качестве первого отлично подойдет самая простая рулетка любого удобного размера, в качестве второго – карандаш или маркер. В тех случаях, когда речь идёт о соединении компонентов, диаметр которых превышает 50 мм, необходимо обзавестись центровочным прибором. Острый нож для удаления фасок. Оптимальным решением станет приобретение фаскоснимателя.
Особенности монтажа пластиковых труб
Монтаж пластиковых труб требует специальных соединительных элементов – фитингов. Они могут быть разными по исполнению и материалу. Для установки пластиковых труб из полиэтилена или полипропилена необходимо приобрести фитинги из аналогичного материала. Для соединения фрагментов трубопровода между собой используются простые пластиковые фитинги определенной формы, а также комбинированные изделия с разъемным и неразъемным соединением.
Проектирование
В идеале инженерную систему водоснабжения или отопления необходимо проектировать с участием квалифицированного инженера, который должен рассчитать необходимый объем подачи воды в дом в соответствии с количеством потребителей, площадью отапливаемых помещений, уровню тепловых потерь стен и кровли и других технических параметров.
Для частного дома общей площадью до 150 м2 не обязательно выполнять полноценный проект инженерной системы – достаточно начертить схему разводки на бумаге, в которой должно быть указано расположение труб, места прохождения через стены, ключевое инженерное оборудование (котлы, коллекторы, теплообменники), радиаторы, краны и места установки сантехники (моек, раковин, унитазов, ванны).
Разные типы инженерных систем (водопровод отопления или водоснабжения) имеют свои собственные типы разводок. Система холодного и горячего водоснабжения устанавливается при использовании скрытого и открытого типа разводки. Скрытый тип предполагает штробление стен и пола для оборудования траншей и каналов, в которых прокладываются трубы. Такой тип установки требует максимального профессионализма от исполнителя, т.к. в случае ошибки приходится выполнять демонтаж напольного и настенного покрытия.
Открытый тип разводки – наиболее распространенный способ установки труб водоснабжения, которые монтируются на небольшом расстоянии от пола и стен с помощью специальных пластиковых или металлических скоб.
Проектирование системы отопления на базе пластиковых труб можно выполнить на базе двух способов установки:
- самотечная – установка котла в самой нижней точке замкнутого контура, откуда нагретая вода за счет физического закона расширения поднимается вверх по трубам и возвращается остывшей обратно в котел;
- принудительная – движение теплоносителя осуществляется за счет работы циркуляционного насоса, который может находиться в любой точке системы.
Подготовка к монтажу водопровода из полипропиленовых труб
Можно с уверенностью сказать, что качественная подготовка к сборке разводки во многом определяет ее работоспособность и долговечность.
Смотреть видео
Секреты монтажа полипропиленовых труб. Мастер класс для новичков
Кроме того, одной из основных задач этих мероприятий является просчет реальной потребности в элементах водопровода.
Выбор схемы подключения
В настоящее время распространены две основные схемы монтажа трубных разводок:
Тройниковая – при ней каждый потребитель воды подключается к центральной трубе, соединенной со стояком. Для этого используются тройники.
Недостатком такой схемы является то обстоятельство, что при одновременном открытии нескольких кранов давление в питающей трубе резко снижается и поступление воды в каждом из них снижается. Особенно страдают точки разбора, удаленные от стояка.
Тройниковые схемы применяются в квартирах или небольших частных домах. Из преимуществ можно назвать простоту монтажа и сравнительно небольшой расход материалов.
Коллекторная схема разводки. Такой способ формирования водопроводной сети заключается в том, что от стояка питающая труба проводится к топографическому центру водопроводной системы и оканчивается установкой гребенки.
Гребенка представляет собой короткий патрубок с установленными на нем отводами с резьбой под шаровый кран. Таким образом, формируется распределительный узел, от которого выполняется разводка к точкам потребления.
В итоге имеется возможность перекрытия любой точки водопотребления отдельно. Остальная система продолжает функционировать в обычном режиме с одинаковым расходом воды.
Температурные режимы эксплуатации
Производители продукции для водопроводов декларируют максимальную температуру теплоносителя в 95 градусов. Однако физические свойства материала несколько отличаются от этого показателя.
Рабочая температура в паропроводах составляет именно 175 градусов.
Казалось бы, что может быть лучше? Но особенность материала заключается в том, что от температуры в 135 градусов он начинает размягчаться. Разводки начинают провисать, утончаться и в конечном итоге наступает разрыв.
Производители полипропиленовых труб официально декларируют значительно более низкую допустимую температуру, желая застраховать свои изделия и сделать их более долговечными.
Нужно заметить, что в правильно обустроенном жилище с достаточной тепловой защитой стен, такой рабочей температуры вполне достаточно.
Следует заметить, что в системах отопления целесообразно использовать армированные полипропиленовые трубы, обладающих рядом преимуществ:
- Стабильность линейного расширения элементов водопровода под воздействием тепловых и механических нагрузок. Они без заметных изменений выдерживают давление до 10 атмосфер.
- Срок службы армированного трубопровода, постоянно находящегося под давлением при повышенной температуре в разы превышает аналогичный показатель неармированной продукции.
- Температура плавления в тех и других изделиях одинакова, но при равных условиях труба без армирования разрушается, а армированная нет.
Общие технологические приемы сварки ПП-труб
Перед началом сварочных процессов требуется тщательным образом проанализировать сборочную схему. А также и очередность выполнения соединений. Для этого выполняют эскиз с обозначением основополагающих элементов. После сварки полифузное соединение становится неразъемным. Вот здесь могут возникнуть условия, когда выполнение следующего сварного участка станет невозможным. Это особенно часто происходит при сварке полипропиленовых труб в малодоступных зонах. Поэтому непродуманная схема обвязки, может привести к необходимости демонтажа уже собранных узлов.
В процессе монтажа пропиленовых сантехнических деталей и узлов необходимо учитывать их физические качества — способность значительно расширяться при нагревании. Особенно данное предостережение имеет отношение к ПП-трубам с расширением – 0.151 мм/м*К . По этой причине, перед тем как паять полипропиленовые трубы для отопления с длинными лучами, потребуется разместить на линии специальные технологические устройства – компенсаторы, способные принять на себя нагрузку от такого расширения.
Отсутствие термокомпенсации ведет к серьезным синусоидальным деформациям геометрии труб. В результате чего могут произойти разрывы. А также вырваны крепления, а то и плитки либо штукатурки, при скрытой проводке инженерных сетей. Термическая деформация армированных труб в 5 раз меньше ПП-изделий. В результате чего они являются более предпочтительными для установки в системах теплоснабжения.
Правила крепления трубных конструкций
Основательное соединение между собой участков инженерных сетей из полимеров требует большего внимания, чем для металлических труб. По мере увеличения протяженности таких линий они должны жестко закрепляться на опора. Шаг монтажа и вид опор устанавливаются проектным расчетом в зависимости от площади сечения ПП-труб, и от температуры греющей среды. Несоблюдение рекомендаций по вариантам крепления способно привести к выгибанию линии прокладки трубопроводов, особенно, из-за горячего теплоносителя и гидроударов под вибрационным воздействием давления воды.
Рекомендуемый шаг опор
Стояки водопроводных труб до 32 мм допускается закреплять с промежутком между хомутами до 10 м. В варианте, когда диаметр применяемых труб больше, то разрешенный шаг – 15 м.
Устанавливая варианты крепежа, требуется наблюдать за тем, чтобы они не мешали линейному расширению полимерных труб. Для этого рекомендуется выполнить установку скользящих опор. По контуру устанавливают специальные компенсаторы.
Перед тем как паять полипропиленовые трубы для отопления, необходимо учитывать, что запорные вентиля в ПП-системах теплоснабжения с Ду более 32 мм также должны иметь жесткое крепление. При меньших сечениях труб также предпочтительны такие фиксации, чтобы исключить возможность передачи нагрузок на трубопроводы от установленной арматуры.
Способы пайки полипропиленовых труб
Существует несколько способов для соединения полипропиленовых труб и фитингов:
- диффузионная сварка,
- электрофитинги,
- холодная сварка.
Диффузионная сварка
Диффузионная сварка наиболее распространенный способ пайки полипропиленовых труб. Основан он на пластичности материала при нагревании и способности полипропилена равномерно смешиваться на молекулярном уровне (процесс диффузии).
Результатом действа является монолитное соединение 2 деталей в один узел. Проводить такую сварку можно при помощи сварочного аппарата любой конструкции – стержневого или электромуфтой.
Диффузионная сварка проводится двумя способами:
- Муфтовая сварка.
- Пайка встык.
Сварка при помощи паяльника более распространена муфтовая, когда одна часть соединения входит внутрь другой.
Электрофитинги
Удобный метод соединения полипропиленовых труб – применение электрофитингов. Суть в том, что фитинги используются не простые, а со встроенным нагревательным элементом. Сварку проводят следующим образом:
- места стыков трубы заводят в электрофитинг,
- контакты электрофитинга подсоединяют к специальному сварочному аппарату,
- нагрев и соединение проходит одновременно, мастеру следует просто выдержать необходимое время.
Эта технология используется профессионалами при выполнении большого объема работ. В самостоятельной установке полипропиленовых коммуникаций использовать электрофитинги накладно.
Холодная сварка
Холодная сварка при пайке полипропиленовых труб применяется только для монтажа коммуникаций под холодную воду. Суть метода в том, что трубы и фитинги соединяют при помощи химического вещества – в народе это называется «склеивают». В сущности, холодную сварку клеем можно назвать условно, поскольку он размягчает полипропилен подобно нагреванию.
Технология следующая:
- торцы труб зачищают, соединяемые элементы обезжиривают,
- намазывают клеем, соединяют,
- выдерживают положенное время.
Здесь не требуется паяльник и особые навыки. Соединение получается крепкое, подобное диффузионной сварке. Однако для монтажа горячего водоснабжения такое склеивание не используют.
Разновидности и стоимость паяльников.
Такой агрегат, как паяльник для сантехники может быть достаточно разным, в зависимости от текущих потребностей и финансовых возможностей мастера.
Forte WP6308
Основным параметром такого устройства, на который стоит обратить внимание, является мощность. Данная характеристика определяет скорость нагрева и, во многом, его эффективность. Количество и специфика насадок также важна, ведь от этого фактора зависит ассортимент изделий, которые получится обрабатывать
Планируя обзавестись таким устройством, как прибор для пайки, необходимо обратить внимание и на фирму – производителя
Количество и специфика насадок также важна, ведь от этого фактора зависит ассортимент изделий, которые получится обрабатывать
Планируя обзавестись таким устройством, как прибор для пайки, необходимо обратить внимание и на фирму – производителя
| Мощность | 800 Вт |
| Максимальная рабочая t °C | 300 °C |
| Тип нагревания | Периодический |
| Насадки: | Ø20 / 25 / 32 мм |
| Работает от напряжения | 220 В |
| Нагрев до рабочего состояния | до 15 мин |
| Цена (примерно) | от 10 до 15 у.е. |
Многих потенциальных потребителей волнует и такой фактор, как стоимость рассматриваемого инструментария. Стоит понимать, что цена прибора может быть достаточно разной, от 500 рублей (по своей сути примитивные и, зачастую, ненадежные “утюги”) и до десятков тысяч рублей.
Важно! Если работы много и нужно сделать 100 – 120 паек. Не дышите горелым пластиком, берегите себя.
Качественный инструмент вполне реально приобрести за 2500 – 4000 рублей
Цена пайки во многом зависит от индивидуальных условий работы и обычно составляет не менее 200 рублей за монтаж одного стыка
Качественный инструмент вполне реально приобрести за 2500 – 4000 рублей. Цена пайки во многом зависит от индивидуальных условий работы и обычно составляет не менее 200 рублей за монтаж одного стыка.
Такое положение дел безошибочно говорит о том, что приобретение “утюга” способно оправдать себя с финансовой точки зрения уже после выполнения одного заказа, если речь идет о многоразовом использовании.
Хорошо, если у мастера есть возможность попросить на время работ необходимый инструментарий, то такое решение можно справедливо назвать наиболее оптимальным. В других ситуациях остро встает вопрос либо об аренде “паяльника”, либо о приобретении собственного устройства.
СПТ-2200; Мощность – 2200 Вт; раб-я t – 300 °C
Так или иначе, качественный, надежный инструмент для монтажа водопроводов из пластиковых труб, с расшифровкой аббревиатуры которых можно ознакомится на нашем сайте, никогда не окажется лишним в руках опытного специалиста или человека, который планирует стать таковым уже в обозримом будущем, выполняя такие работы для себя или на коммерческой основе.
Смотрите видеоинструкцию – 4мин 31сек:
Подключение к вентилям, фильтрам и смесителям
От резьбовых соединений не уйти и владельцам полипропиленового водопровода. Как минимум при крепеже смесителей понадобится разводной, газовый или несколько рожковых ключей.
Мы всегда возвращаемся к основам
Накидные гайки обеспечивают герметичность специальными резиновыми прокладками; для смесителя же в ванной при монтаже на стену понадобится подмотка соединения. Лучше всего использовать обычный лен с добавкой любой быстросохнущей краски или олифы.
То же самое касается и соединения первого фитинга водопровода с вентилем или фильтром.
В противном случае его потом придется поворачивать обратно; после этого резьба под ним может потечь.
Вот, в принципе, и весь перечень инструментов. Как видите, ничего экзотического или запредельно дорогого он не содержит; большая часть инструментов найдется в каждом доме, где руки хозяина растут из адекватного места.
Источник
Подготовка труб
Нарезка по размеру
Трубы можно нарезать по размеру прямых участков будущего водопровода заранее, а можно просто отрезать по месту при монтаже.
Второй вариант, как правило, дает лучшие результаты. Для отрезки полипропиленовых водопроводных труб используются специальные ножницы, дающие идеально ровный срез.
Однако если их нет в хозяйстве, едва ли стоит покупать инструмент ради одноразового ремонта. Отрезать трубу с таким же успехом можно турбинкой или обычной ножовкой по металлу. Во втором случае придется, разумеется, аккуратно зачистить напильником неизбежные заусенцы.
Кроме того, срез не будет ровным, в то время как зафиксированную трубу легко отрезать строго под прямым углом к ее оси.
Снятие фасок
На трубах перед тем, как соединять их с фитингами, желательно снять фаски с наружной стороны. Зачем это нужно? Дело в том, что труба с оплавленной поверхностью должна вставляться в фитинг легко, без усилий и ни в коем случае не цепляясь краями.
Иначе она легко может деформироваться: материал-то в разогретом состоянии очень пластичен! Отсюда — плохо проваренное соединение и неровная, собранная гармошкой поверхность трубы внутри фитинга, что уменьшит проходимость водопровода.
Снять фаску можно обычным ножом.
Острый нож из хорошей стали всегда пригодится
Можно с таким же успехом обточить край трубы на наждаке или любом диске ручной турбинки. Это займет всего несколько секунд на каждый конец трубы.
Зачистка
Армированные трубы с алюминиевой армирующей пленкой нуждаются в зачистке, и вот здесь без специального инструмента уже не обойтись.
В зависимости от того, как расположена алюминиевая фольга — снаружи трубы или между слоями полипропилена — нам понадобится зачистка для полипропиленовых труб для наружной поверхности или торцеватель.
Впрочем, расходы на этот инструмент невелики: он не содержит сложной механики или большого количества дорогой инструментальной стали, а раз так — стоит буквально копейки.
Не забудьте: только для труб, армированных алюминием
Что представляет из себя сварочный аппарат для пластиковых труб
Действие сварочного аппарата для пластиковых труб заключается в разогреве концов трубы и фитинга, которые будут соединяться между собой, до температуры, близкой к плавлению. Благодаря размягчению материала после остывания они образуют единую монолитную конструкцию.
Сам аппарат состоит из опорной платформы и корпуса, оснащенного:
- регулятором температуры,
- световыми индикаторами рабочего состояния аппарата,
- греющего элемента (зеркала, подошвы),
- рукоятки для регулировки положения зеркала.

В подошве аппарата находятся два отверстия, на которые крепятся насадки, соответствующие диаметрам пластиковых труб. Самые часто встречающиеся насадки позволяют сваривать трубы от 16 до 32 мм, максимально возможный диаметр — 63 мм.
Существует 2 вида сварочных аппаратов для пластика: мечевидный и цилиндрический. Мечевидного аппарата достаточно для применения в бытовых условиях, но этот инструмент обладают одним недостатком — довольно плохой устойчивостью.
Чтобы во время работы не произошло переворачивание аппарата, необходимо либо обеспечить дополнительное крепление, либо работать крайне аккуратно. Цилиндрические аппараты не имеют такого недостатка, но являются более профессиональным оборудованием, а потому стоят на порядок дороже.
Что касается качества сварки ,то если соблюдать технологические требования процесса, результат на обоих видах аппаратов будет одинаково хорошим.










